
Рефераты по геополитике
Рефераты по государству и праву
Рефераты по гражданскому праву и процессу
Рефераты по делопроизводству
Рефераты по кредитованию
Рефераты по естествознанию
Рефераты по истории техники
Рефераты по журналистике
Рефераты по зоологии
Рефераты по инвестициям
Рефераты по информатике
Исторические личности
Рефераты по кибернетике
Рефераты по коммуникации и связи
Рефераты по косметологии
Рефераты по криминалистике
Рефераты по криминологии
Рефераты по науке и технике
Рефераты по кулинарии
Рефераты по культурологии
Рефераты по зарубежной литературе
Рефераты по логике
Рефераты по логистике
Рефераты по маркетингу
Рефераты по международному публичному праву
Рефераты по международному частному праву
Рефераты по международным отношениям
Рефераты по культуре и искусству
Рефераты по менеджменту
Рефераты по металлургии
Рефераты по муниципальному праву
Рефераты по налогообложению
Рефераты по оккультизму и уфологии
Рефераты по педагогике
Рефераты по политологии
Рефераты по праву
Биографии
Рефераты по предпринимательству
Рефераты по психологии
Рефераты по радиоэлектронике
Рефераты по риторике
Рефераты по социологии
Рефераты по статистике
Рефераты по страхованию
Рефераты по строительству
Рефераты по схемотехнике
Рефераты по таможенной системе
Сочинения по литературе и русскому языку
Рефераты по теории государства и права
Рефераты по теории организации
Рефераты по теплотехнике
Рефераты по технологии
Рефераты по товароведению
Рефераты по транспорту
Рефераты по трудовому праву
Рефераты по туризму
Рефераты по уголовному праву и процессу
Рефераты по управлению
Реферат: Организация и планирование цеха контрольно-измерительных приборов и автоматики химического предприятия
Реферат: Организация и планирование цеха контрольно-измерительных приборов и автоматики химического предприятия
МИНИСТЕРСТВО ОБРАЗОВАНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
Санкт-Петербургский Государственный Технологический институт
(Технический университет)
Кафедра экономики и организации производства
Курсовой проект
«Организация и планирование цеха контрольно-измерительных приборов и автоматики химического предприятия»
Студента Солнцева П.В
Факультет Информатики и управления группа 891
Руководитель проекта
доктор экономических наук, профессор Мартынов В.И.
Санкт-Петербург
2003
СОДЕРЖАНИЕ
ВВЕДЕНИЕ..................................................................................................................................................................................... 3
1. Определение годовой производственной программы цеха КИП и А......................................................................... 5
1.1. Разработка годовых графиков ремонта и поверок приборов............................................................................... 5
1.2. Расчет трудоемкости технического обслуживания, ремонта и поверок........................................................... 7
1.3. Расчет трудоемкости монтажных и пуско-наладочных работ........................................................................... 8
1.4. Расчет трудоемкости изготовления запасных частей............................................................................................ 9
2. Определение потребности цеха в оборудовании.......................................................................................................... 12
2.1. Оборудование для поверок и ремонта приборов.................................................................................................. 12
2.2. Оборудование для изготовления запасных частей............................................................................................... 14
3. Расчет численности работников........................................................................................................................................ 18
3.1. Разработка баланса рабочего времени на одного списочного работника................................................... 18
3.2. Численность слесарей КИП......................................................................................................................................... 19
3.3. Численность рабочих-металлистов........................................................................................................................... 20
3.4. Численность ИТР, служащих и МОП........................................................................................................................ 23
4. Определение стоимости основных производственных фондов цеха...................................................................... 24
5. Расчет фонда заработной платы работников................................................................................................................ 26
5.1. Фонд заработной платы рабочих.............................................................................................................................. 26
5.2. Фонд заработной платы ИТР, служащих и МОП.................................................................................................. 29
6. Смета затрат цеха КИП и А................................................................................................................................................. 31
7. Основные технико-экономические показатели цеха КИП и А.................................................................................. 34
СПИСОК ИСПОЛЬЗОВАНОЙ ЛИТЕРАТУРЫ................................................................................................................... 35
ВВЕДЕНИЕ
Служба КИП и А относится к вспомогательным производствам на химических предприятиях. О значении вспомогательных производств можно судить по тому, что около половины стоимости действующих основных фондов химических предприятий и более 60% работников этих предприятий заняты во вспомогательных производствах.
Основной целью вспомогательных производств является обеспечение нормального и бесперебойного хода производственного процесса при оптимальных затратах труда и материальных ресурсов. Продукция вспомогательных служб в виде изделий и услуг обычно потребляется цехами основного производства, поэтому производственную деятельность их необходимо рассматривать в тесной связи.
С развитием химической технологии и совершенствованием оборудования усложняются задачи, и повышается ответственность службы КИП и А. В связи с усложнением оборудования, применяемого в химических производствах (средства автоматизации, средства вычислительной техники, компьютеры), повышаются требования к качеству его ремонта. Встает проблема бесперебойного снабжения технологических установок топливом, энергией и водой. Повышение требований к качеству химической продукции ставит новые, более сложные задачи перед службой КИП и А и заводскими лабораториями.
|
Исходные данные для организации участков КИП и А |
||||||||||||||||||||||||||||||
| I. Номенклатура и количество КИП и А, установленных на предприятии | ||||||||||||||||||||||||||||||
| 1. Приборы для измерения и регулирования температуры | ||||||||||||||||||||||||||||||
| 1.1 | термометры | 120 | шт | |||||||||||||||||||||||||||
| 1.2 | термопары | 120 | шт | |||||||||||||||||||||||||||
| 2. Приборы для изметения и регулирования давления и разряжения | ||||||||||||||||||||||||||||||
| 2.1 | манометры | 200 | шт | |||||||||||||||||||||||||||
| 2.2 | тягомеры и напоромеры | 200 | шт | |||||||||||||||||||||||||||
| 3. Приборы для изметения уровня и расхода | ||||||||||||||||||||||||||||||
| 3.1 | уровнемеры электронные | 140 | шт | |||||||||||||||||||||||||||
| 3.2 | дифференциальные манометры | 140 | шт | |||||||||||||||||||||||||||
| 4. Вторичные приборы | ||||||||||||||||||||||||||||||
| 4.1 | приборы типа "Э" | 155 | шт | |||||||||||||||||||||||||||
| 4.2 | приборы типа ЭВП | 150 | шт | |||||||||||||||||||||||||||
| 5. Монтаж приборов | ||||||||||||||||||||||||||||||
| 5.1 | манометры кольцевые | 90 | шт | |||||||||||||||||||||||||||
| 5.2 | расходомеры | 90 | шт | |||||||||||||||||||||||||||
| II. Исходные данные для организации механического участка КИП и А для изготовления запасных частей | ||||||||||||||||||||||||||||||
| 1. Коэффициент выполнения норм | Квн | 1,1 | ||||||||||||||||||||||||||||
| 2. Режим работы: | односменная | Тсм | 8 | ч | ||||||||||||||||||||||||||
| раб. неделя | 5 | дн | ||||||||||||||||||||||||||||
| Тнед | 40 | ч | ||||||||||||||||||||||||||||
|
3. Технологическая карта (деталь №1): №20-17-702 |
||||||||||||||||||||||||||||||
| 3.1 количество деталей на один прибор | 1 | шт | ||||||||||||||||||||||||||||
| 3.2 марка материала | СЧ 12-28 | |||||||||||||||||||||||||||||
| 3.3 вид заготовки | отливка | |||||||||||||||||||||||||||||
| 3.4 чернчй вес | 0,4 | кг | ||||||||||||||||||||||||||||
| 3.5 чистый вес | 0,3 | кг | ||||||||||||||||||||||||||||
| 3.6 годовй объем изготовления | 6000 | шт | ||||||||||||||||||||||||||||
| Наименование операции | Шифр оборудования | Разряд рабочего (работы) | Норма времени (мин) | |||||||||||||||||||||||||||
| подг-закл время | штучное время | |||||||||||||||||||||||||||||
| разметка | плита | 4 | 10 | 20 | ||||||||||||||||||||||||||
| фрезерная | ГФ-1 | 3 | 7 | 10 | ||||||||||||||||||||||||||
| разметка | плита | 3 | 8 | 15 | ||||||||||||||||||||||||||
| сверлильная | СВС-1 | 3 | 7 | 7 | ||||||||||||||||||||||||||
| слесарная | - | 3 | 16 | 6 | ||||||||||||||||||||||||||
|
4. Технологическая карта (деталь №2): №17-03-607 |
||||||||||||||||||||||||||||||
| 4.1 количество деталей на один прибор | 1 | шт | ||||||||||||||||||||||||||||
| 4.2 марка материала | СЧ 12-28 | |||||||||||||||||||||||||||||
| 4.3 вид заготовки | отливка | |||||||||||||||||||||||||||||
| 4.4 чернчй вес | 1,2 | кг | ||||||||||||||||||||||||||||
| 4.5 чистый вес | 0,7 | кг | ||||||||||||||||||||||||||||
| 4.6 годовй объем изготовления | 6000 | шт | ||||||||||||||||||||||||||||
| Наименование операции | Шифр оборудования | Разряд рабочего (работы) | Норма времени (мин) | |||||||||||||||||||||||||||
| подг-закл время | штучное время | |||||||||||||||||||||||||||||
| токарная | СТВ-1 | 4 | 20 | 10 | ||||||||||||||||||||||||||
| сверлильная | СВС-1 | 4 | 15 | 8 | ||||||||||||||||||||||||||
| фрезерная | ГФ-1 | 4 | 18 | 12 | ||||||||||||||||||||||||||
| Слесарная | - | 4 | 10 | 5 | ||||||||||||||||||||||||||
1. Определение годовой производственной программы цеха КИП и А
Производственная программа цеха КИП и А складывается из работ:
а) по техническому обслуживанию приборов и средств автоматизации;
б) по текущему и капитальному ремонту приборов и средств автоматизации;
в) по проведению вневедомственных и государственных поверок приборов и средств автоматизации;
г) по монтажу и наладке новых систем КИП и А;
д) по изготовлению запасных частей к приборам.
1.1. Разработка годовых графиков ремонта и поверок приборов
Основой планирования работы цеха КИП и А являются графики ремонта и поверки приборов. "Основные положения о планово-предупредительном ремонте и поверке приборов и средств автоматизации" предусматривают проведение следующих профилактических мероприятий:
1. техническое обслуживание;
2. текущие ремонты;
3. капитальные ремонты;
4. поверки (ведомственные и государственные).
Техническое обслуживание производится ежедневно и не требует разработки графика. Все остальные мероприятия проводятся по заранее составленному графику. В табл. 1 представлен график планово-предупредительного ремонта приборов на предстоящий год. При планировании соблюдается периодичность ремонтов, то есть через время, равное межремонтному периоду, планирует проведение текущего ремонта, а через время, равное ремонтному циклу, проведение капитального ремонта.
В табл. 2 представлен график поверки приборов. После капитального ремонта все приборы подвергаются поверке, поэтому даты поверок согласуются с датой проведения капитальных ремонтов.
После проведения текущего ремонта поверка обязательна только в случае ремонта измерительной части прибора, поэтому дата поверки может совпадать с датой проведения текущего ремонта, но может и не совпадать.
График планово-предупредительного ремонта приборов на 2003 г.
Таблица 1
| № п/п | Наименование групп приборов | Количество приборов | Даты последнего капитального и текущего ремонтов | Виды планируемых ремонтов | |||||||||||
| январь | февраль | март | апрель | май | июнь | июль | август | сентябрь | октябрь | ноябрь | декабрь | ||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 |
| 1 | термометры | 120 | К - X.2002 Т - IV.2002 | - | - | - | Т | - | - | - | - | - | К | - | - |
| 2 | термопары | 120 | К - IX.2002 Т - III.2002 | - | - | Т | - | - | - | - | - | К | - | - | - |
| 3 | манометры | 200 | К - VIII.2002 Т - II.2002 | - | Т | - | - | - | - | - | К | - | - | - | - |
| 4 | тягомеры и напоромеры | 200 | К - VII.2002 Т - I.2002 | T | - | - | - | - | - | K | - | - | - | - | - |
| 5 | уровнемеры электронные | 140 | К - VI.2002 Т - XII.2002 | - | - | - | - | - | К | - | - | - | - | - | Т |
| 6 | дифференциальные манометры | 140 | К - V.2002 Т - XI.2002 | - | - | - | - | K | - | - | - | - | - | T | - |
| 7 | приборы типа "Э" | 155 |
Т - III.2002 Т - VII.2002 |
- | - | T | - | - | - | T | - | - | - | T | - |
| 8 | приборы типа ЭВП | 150 | Т - IV.2002 Т - VIII.2002 | - | - | - | T | - | - | - | T | - | - | - | T |
| 9 | манометры кольцевые | 90 | К - VI.2002 Т - I.2002 | Т | - | - | - | - | - | К | - | - | - | - | - |
| 10 | расходомеры | 90 | К - VII.2002 Т - II.2002 | - | Т | - | - | - | - | - | К | - | - | - | - |
График ведомственных и государственных поверок приборов на 2002 год
Таблица 2
| № п/п | Наименование групп приборов | Количество приборов | Даты последнего капитального и текущего ремонтов | Виды планируемых ремонтов | |||||||||||
| январь | февраль | март | апрель | май | июнь | июль | август | сентябрь | октябрь | ноябрь | декабрь | ||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 |
| 1 | термометры | 75 | В - X.2002 | В | |||||||||||
| 2 | термопары | 75 | В - IX.2002 | В | |||||||||||
| 3 | манометры | 100 | В - II.2002 | В | |||||||||||
| 4 | тягомеры и напоромеры | 100 | В – VII.2002 | В | |||||||||||
| 5 | уровнемеры электронные | 150 | В - VI.2002 | В | |||||||||||
| 6 | дифференциальные манометры | 100 | В - V.2002 | В | |||||||||||
| 7 | приборы типа Э | 100 | B - IX.2002 Г - III.2002 | Г | В | ||||||||||
| 8 | приборы типа Э | 50 | B - X.2002 Г - IV.2002 | Г | В | ||||||||||
Условные обозначения: К - капитальный ремонт, Т – текущий ремонт, В - ведомственная поверка, Г - государственная поверка.
1.2. Расчет трудоемкости технического обслуживания, ремонта и поверок
Определение трудоемкости профилактических мероприятий производится по каждой группе одноименных приборов. Техническое обслуживание приборов производится систематически каждый рабочий день.
1) трудоемкость технического обслуживания:
![]()
,где V0 - трудоемкость технического обслуживания приборов данного наименования в течение года, чел-ч;
F - число дней работы прибора в году (в условиях непрерывного производства - 365 дн.);
f - количество приборов данного наименования;
t0 - трудоемкость технического обслуживания одного прибора в течение суток, чел-мин;
60 - продолжительность часа, мин;
1,08 - коэффициент, учитывающий внеплановые работы.
2) Трудоемкость текущих ремонтов приборов в течение года:
,где VТ - трудоемкость текущих ремонтов, чел-ч;
tТ - трудоемкость одного текущего ремонта, чел-ч;
12 - число месяцев в году;
ПТ - длительность межремонтного периода для приборов данного наименования, месяцы;
ПК - длительность ремонтного цикла, месяцы.
3) Трудоемкость капитальных ремонтов:
где VК - трудоемкость капитальных ремонтов приборов данного наименования в течение года, чел-ч;
tК - трудоемкость одного капитального ремонта, чел-ч.
4) Трудоемкость ведомственных и государственных поверок:
,где VП - трудоемкость ведомственных и государственных поверок приборов в течение года, чел-ч;
tП - трудоемкость одной поверки, чел-ч;
a и b - процент охвата приборов данного наименования соответственно ведомственными и государственными поверками;
ПВ и ПГ - периодичность проведения ведомственных и государственных поверок, месяцы.
Трудоемкость технического обслуживания, ремонта и поверок
Таблица 3
| Наименование прибора | Трудоемкость, чел*ч | |||||||||||
| тех обслуживания | текущих ремонтов | капитальных ремонтов | поверок | |||||||||
| термометры | 1576,8 | 388,8 | 984,96 | 168,48 | ||||||||
| термопары | 14191,2 | 77,76 | 194,4 | 25,92 | ||||||||
| манометры | 3416,4 | 388,8 | 1404,0 | 108,0 | ||||||||
| тягомеры и напоромеры | 1314 | 151,2 | 604,8 | 432,0 | ||||||||
| уровнемеры электронные | 4047,12 | 332,64 | 740,88 | 393,12 | ||||||||
| дифференциальные манометры | 919,8 | 136,08 | 211,68 | 151,2 | ||||||||
| приборы типа "Э" | 3462,39 | 920,7 | 234,36 | 250,3 | ||||||||
| приборы типа ЭВП | 2956,5 | 891 | 259,2 | 242,2 | ||||||||
| итого: | 31884,2 | 3286,98 | 4634,28 | 1771,2 | ||||||||
1.3. Расчет трудоемкости монтажных и пуско-наладочных работ
В состав монтажных работ входит установка щитов и пультов, монтаж датчиков и вторичных приборов, автоматических регуляторов, исполнительных механизмов, прокладка электрических и трубных проводок и др.
Трудоемкость монтажных и пуско-наладочных работ по каждой группе приборов рассчитывается по формуле:
![]()
где VМ - трудоемкость годового объема монтажных и пуско-наладочных работ, чел-ч;
f - количество приборов данного наименования или схем контроля и регулирования, под лежащих монтажу в течение года;
tМ - трудоемкость монтажа прибора данного наименования или схем контроля и регулирования, чел-ч;
tПН - трудоемкость пуска и наладки прибора или схемы контроля и регулирования, чел-ч.
Для манометров кольцевых:(90 шт.)
VМ =90 * (1 + 0,8) = 162 чел-ч
Для расходомеров постоянного перепада:(90 шт.)
VМ =90 * (1.0 + 0,7) = 153 чел-ч
1.4. Расчет трудоемкости изготовления запасных частей
Для расчета общей трудоемкости изготовления деталей необходимо предварительно для каждой детали определить норму штучно-калькуляционного времени (Ткшт), рассчитываемую с учетом размера обрабатываемой партии. Расчет размера партии производится на основании технологических карт на обработку деталей.
Размер партии для каждого наименования деталей рассчитывается в два этапа. На первом этапе определяется ведущая операция технологического процесса изготовления детали, по которой рассчитывается минимальный размер партии. Ведущей следует считать операцию с наибольшим отношением подготовительно-заключительного времени к штучному. Минимальный размер партии определяется по формуле:
![]()
где nmin - минимальный размер партии, шт.;
tпз- норма подготовительно-заключительного времени на ведущую операцию, мин;
а - процент допустимых потерь на переналадку оборудования;
tшт- норма штучного времени на ведущую операцию, мин.
Для детали №1 (ведущая операция – слесарная, а = 3%);
nmin =16/ (3*6) * 100=89 шт.
Для детали №2 (ведущая операция – слесарная, а =3%);
nmin =10/ (3*5) * 100=67 шт.
На втором этапе расчета минимальный размер партии корректируется с учетом следующих условий.
1. Размер партии должен быть кратен месячной программе, то есть, чтобы соблюдалось условие:
![]()
где Nmin - месячная программа деталей, шт.;
n - нормальный размер
партии (![]() ), шт.
), шт.
Для детали №1 нормальную партию принимаем равной 150 шт.
Для детали №2 нормальную партию принимаем равной 150 шт.
Определение нормального размера партии следует производить по каждому наименованию деталей, но при этом целесообразно стремиться к сокращению разнообразия размеров партий, сведя их к двум - трем вариантам. Итоги расчета нормального размера партии сведены в табл. 4.
Расчет размеров партии деталей
Таблица 4
| Наименование деталей | Номера деталей по чертежу | Ведущая операция | Норма времени по ведущей операции | Минимальный размер партии | Месячная программа | Размер сборочной партии | Нормальный размер партии | |
| tпз | tшт | |||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 |
|
Деталь №1 |
20-17-702 | Слесарная | 16 | 6 | 89 | 500 | 100 | 150 |
|
Деталь №2 |
17-03-607 | Слесарная | 10 | 5 | 67 | 500 | 100 | 150 |
После определения нормального размера партии по каждому наименованию деталей рассчитывается штучно-калькуляционная норма времени на ее изготовление. Расчет ведется по формуле:
где  - суммарная норма штучного времени на
деталь, технологический процесс изготовления которой состоит из m операций, мин;
- суммарная норма штучного времени на
деталь, технологический процесс изготовления которой состоит из m операций, мин;
![]() - суммарная норма подготовительно-заключительного
времени на деталь, мин.
- суммарная норма подготовительно-заключительного
времени на деталь, мин.
Для детали №1: (20+10+15+7+6)+(10+7+8+7+16)/150 =58,3 мин;
Для детали №2: (10+8+12+5)+(20+15+18+10)/150 =35,4 мин;
Чтобы получить трудоемкость изготовления годовой программы запасных частей, необходимо норму штучно-калькуляционного времени по каждому наименованию деталей умножить на количество деталей, намеченных к выпуску, и полученные произведения сложить. Итоги расчета сведены в табл.5.
Расчет трудоемкости изготовления запасных частей
Таблица 5
| Наименование деталей | Номера деталей | Суммарная норма времени | Нормальный размер партии шт. | Подготовительно-заключительное время в расчете на деталь мин. | Штучно-калькуляционное время на деталь мин. | Годовая программа шт. | Трудоемкость годовой программы ч. | ||||
| штучного | подготовительно-заключительного | ||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | |||
| Деталь №1 | 20-17-702 | 58 | 48 | 150 | 0,32 | 58,3 | 7800 | 7582 | |||
| Деталь №2 | 17-03-607 | 35 | 63 | 150 | 0,42 | 35,4 | 6072 | 3585 | |||
Для наглядности все расчеты трудоемкости годовой производственной программы цеха КИП и А сведены в единую таблицу 6.
Годовая производственная программа цеха КИП и А
Таблица 6
| № п/п | Наименование работ | Условные обозначения | Трудоемкость, чел-ч или нормо-ч | |||||||||
| 1 | Техническое обслуживание приборов | Vто | 31884,21 | |||||||||
| 2 | Текущий ремонт приборов | Vт | 3286,98 | |||||||||
| 3 | Капитальный ремонт приборов | Vк | 4634,28 | |||||||||
| 4 | Ведомственные и государственные проверки | Vп | 1771,173 | |||||||||
| 5 | Монтаж приборов | Vм | 315,00 | |||||||||
| 6 | Изготовление запасных частей | Vзч | 11166,10 | |||||||||
2. Определение потребности цеха в оборудовании
2.1. Оборудование для поверок и ремонта приборов
Для проведения поверок цех должен располагать поверочными стендами, оборудованными необходимыми образцовыми приборами, приспособлениями, источниками питания и т.п. Расчет потребности в стендах начинается с определения эффективного фонда времени работы одного стенда в течение года. При этом надо соблюдать следующие условия:
1. Работа должна проводиться в одну смену. Многосменная работа нежелательна, так как это, во-первых, приводит к обезличке при использовании образцовых дорогостоящих приборов и другого оборудования стенда и, во-вторых, создает организационные и технические неудобства в случаях, когда поверка прибора не может быть закончена за одну смену.
2. В течение смены 1 ч. следует планировать на мелкий ремонт и уборку стенда, на смену образцовых приборов и т.п.
3. В течение года примерно 20% времени надо планировать на ремонт стенда и на его простои по причине неравномерного поступления приборов на поверку.
С учетом названных условий формула для расчета эффективного фонда времени работы стенда (Fэф) имеет вид:
![]()
где Tсм - продолжительность рабочей смены, ч;
1 - время, планируемое на мелкий ремонт и уборку стенда в течение смены, ч;
Тр - количество рабочих дней в планируемом году;
Тпр - количество предпраздничных рабочих дней в плановом периоде (по календарю);
rн- количество нерабочих часов в предпраздничные дни (продолжительность смены
сокращается на 1 ч);
0,8 - коэффициент, учитывающий потери времени на ремонт стенда и простои из-за неравномерного поступления приборов на поверку.
Fэф= [(8 - 1) * 250 - 8 * 1] * 0.8 = 1393.6 ч
Потребность в поверочных стендах рассчитывается отдельно для каждой группы поверяемых приборов (электронных, пневматических и других). Потребное количество стендов для поверок пневматических приборов (Sпн) рассчитывается по формуле, (алогичные формулы используются для электрических приборов):

,где Vппн - трудоемкость поверок (государственных и ведомственных) пневматических приборов в течение года, чел – ч.
Для электрических приборов (вторичных приборов типа Э):
Sэл=885,6/1393.6=0,635@1
Для гидравлических приборов (термометров манометрических, напоромеров и дифманометров трубчатых):
Sпн=997,7/1393.6=0,716@1
Расчетное количество стендов получается, как правило, дробным числом, поэтому его округляют до ближайшего целого числа в сторону большего.
Для проведения капитальных ремонтов приборов цех должен быть оборудован необходимыми стендами (устройствами). Потребность в стендах для капитального ремонта также рассчитывается отдельно для каждой группы ремонтируемых приборов (пневматических, электронных и других). При определении количества стендов для ремонта необходимо учесть, что в процессе капитального ремонта прибора с помощью стенда выполняются не все ремонтные операции, а только часть из них. Количество стендов, необходимых для капитального ремонта пневматических приборов (Sпн) рассчитывается по формуле, (алогичные формулы используются для электрических приборов):

,где Vкпн - суммарная трудоемкость капитального ремонта пневматических приборов в течение года, чел - ч;
γ - удельный вес трудоемкости ремонтных операций, производимых с помощью стенда, в общей трудоемкости капитального ремонта прибора (γ = 0,2);
Fэф - эффективный фонд времени работы одного стенда в течение года, (принимать тот же фонд времени, что и для поверочного стенда).
Sэл =0,551@1
Sпн =0,31@1
Для своевременной замены вышедших из строя приборов новыми цех должен располагать запасом резервных приборов. В проекте запас резервных приборов устанавливается по каждому наименованию в размере 15% от количества приборов данного наименования, установленных в основных цехах.
Для обеспечения возможности поверки всех основных типов приборов и автоматических регуляторов на месте их установки в процессе технического обслуживания цех КИП и А должен располагать контрольными приборами лабораторного типа. Номенклатура дорогостоящих приборов приведена в табл. 7. Одновременно в табл. 7 определяется общая стоимость контрольных приборов.
Номенклатура контрольных приборов и расчет их стоимости
Таблица 7
| № п/п | Наименование контрольных приборов | Количество, шт | Цена за штуку, руб | Стоимость всего, руб | ||||||||
| 1 | Прибор системы Петрова ППР-2М | 3 | 1400 | 4200 | ||||||||
| 2 | Прибор универ- сальный УПИП-60М | 2 | 1256 | 2512 | ||||||||
| 3 | Лабораторный ампер- вольтметр Ц4311 | 2 | 1020 | 2040 | ||||||||
| 4 | Мегомметр М127 | 2 | 720 | 1440 | ||||||||
| 5 | Контрольный манометр МП4-V | 3 | 800 | 2400 | ||||||||
| Итого: | 12592 | |||||||||||
2.2. Оборудование для изготовления запасных частей
Расчет оборудования, потребного для изготовления запасных частей, производится на основе норм штучно-калькуляционного времени на операцию и оформляется в табл.8.
Норма штучно-калькуляционного времени на отдельную операцию для каждого наименования деталей (tкшт) рассчитывается по формуле:
,где tшт - норма штучного времени на операцию, мин;
tпз- норма подготовительно-заключительного времени по данной операции на партию деталей, мин;
n - нормальный размер обрабатываемой партии, шт.
В табл.8 трудоемкость производственной программы рассчитывается в пооперационном разрезе, т.е. раздельно для каждого типоразмера оборудования. При этом трудоемкость операций, не требующих для своего выполнения оборудования, в расчет не принимается. Типоразмер оборудования в табл.7 указывается по данным технологических карт.
Расчет производится в следующей последовательности. Определяется суммарная трудоемкость обработки годовой программы деталей по каждому типоразмеру станков сначала в нормо-минутах, затем в нормо-часах. Потребный фонд времени на программу в станко-часах по каждому типоразмеру оборудования определяется делением трудоемкости производственной программы в нормо-часах на плановый коэффициент выполнения норм, который приводится в индивидуальном задании. Затем рассчитывается эффективный фонд времени работы единицы оборудования в течение года. Этот фонд времени определяется на основе номинального фонда времени (Fн), который рассчитывается по формуле:
![]()
,где h - количество рабочих смен в сутки.
Эффективный фонд времени (Fэф) определяется по формуле:
![]()
,где b - процент потерь рабочего времени на плановый ремонт.
Определив потребный фонд времени на программу в станко-часах по каждому типоразмеру оборудования (Q) и эффективный фонд времени единицы оборудования (Fэф), рассчитываем потребное количество оборудования (Rр) по формуле:

Расчетное количество оборудования получается, как правило, дробным числом. Поэтому по каждой операции устанавливается принятое количество оборудования. Для этого дробное число округляется до целого в сторону большего. В то же время при установлении принятого количества оборудования допускается перегрузка оборудования в небольших пределах. Поэтому, если расчетное количество оборудования не более чем на 5 - 6% превышает целое, то его округляют до ближайшего меньшего числа. Процент загрузки оборудования (Рз) для каждого типоразмера оборудования рассчитывается по формуле:
![]()
где Rпр - принятое количество оборудования.
В целом же для металлообрабатывающего оборудования планируемый процент загрузки определяется по формуле:
где ![]() - потребный фонд времени на годовую
программу по всем d типоразмерам оборудования, станко-часы;
- потребный фонд времени на годовую
программу по всем d типоразмерам оборудования, станко-часы;
 - принятое количество оборудования по всем d типоразмерам;
- принятое количество оборудования по всем d типоразмерам;
Расчет потребности в оборудовании для изготовления запасных частей таблица 8 |
|||||||||||||||||||
|
№ п/п | Наименование деталей | Годовая программа, шт | Трудоемкость обработки по типоразмерам оборудования |
|
||||||||||||||
|
номер операции | плита | номер операции | ГФ-1 | номер операции | плита | номер операции | СВС-1 | номер операции | СТВ-1 |
|
||||||||
|
штучно-калькуляционное время, мин | штучно-калькуляционное время, мин | штучно-калькуляционное время, мин | штучно-калькуляционное время, мин | штучно-калькуляционное время, мин |
|
|||||||||||||
|
на штуку | на программу | на штуку | на программу | на штуку | на программу | на штуку | на программу | на штуку | на программу |
|
||||||||
|
1 | 2 | 3 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | 21 |
|
|
1 | Деталь №1 | 7800 | 1 | 20,1 | 156520 | 2 | 10,0 | 78364 | 3 | 15,1 | 117416 | 4 | 7,0 | 54964 |
|
|||
|
2 | Деталь №2 | 6072 | 3 | 12,1 | 73592,6 | 2 | 8,1 | 49183,2 | 1 | 10,1 | 61529,6 |
|
||||||
|
1) | Итого в нормо-минутах | 156520 | 151956,64 | 117416 | 104147,2 | 61529,6 |
|
|||||||||||
|
2) | Итого в нормо-часах | 2608,7 | 2532,6 | 1956,9 | 1735,8 | 1025,5 |
|
|||||||||||
|
3) | Плановый коэффициент выполнения норм | 1,1 | 1,1 | 1,1 | 1,1 | 1,1 |
|
|||||||||||
|
4) | Итого потребный фонд времени на программу в станко-часах | 2371,5 | 2302,4 | 1779,0 | 1578,0 | 932,3 |
|
|||||||||||
|
5) | Эффективный фонд времени работы оборудования, ч | 1952,16 | 1952,16 | 1952,16 | 1952,16 | 1952,16 |
|
|||||||||||
|
6) | Расчетное количество оборудования | 1,2 | 1,2 | 0,9 | 0,8 | 0,5 |
|
|||||||||||
|
7) | Принятое количество оборудования | 2 | 2 | 1 | 1 | 1 |
|
|||||||||||
|
8) | Процент загрузки оборудования | 60,7 | 59,0 | 91,1 | 80,8 | 47,8 |
|
|||||||||||
Пример расчета потребности станка токарно-винторезного СТВ-1:
FН=1*(250*8-8*1)=1992 ч;
Fэф=1992(1-2/100)=1952.16 ч;
Q=932,3 станко-часов
Rp=932,3/1952.16 =0.5
Rпр@1
PЗ=Q/Rпр*Fэф=47,8%
В целом для металлообрабатывающего оборудования планируемый процент загрузки:
РЗ=(2371,5+2302,4+1779+1578932,3)*100/((2+2+1+1+1)*1952,16)=65,6%
3. Расчет численности работников
3.1. Разработка баланса рабочего времени на одного списочного работника
Баланс рабочего времени разрабатывается для определения числа часов, подлежащих отработке в плановом периоде одним списочным рабочим.
Разработка баланса рабочего времени проводится раздельно для дежурных слесарей, работающих на постах цеха КИП и А в основных цехах, и для ремонтного персонала, работающего непосредственно в цехе КИП и А. Дежурные слесари обслуживают производство с непрерывным режимом работы, поэтому их работа организуется по 4-бригадному графику сменности с 8 часовыми сменами. Все остальные рабочие работают в условиях прерывного производства по 5 дней в неделю с продолжительностью рабочей смены 8 ч.
Баланс разрабатывается в такой последовательности: сначала определяются номинальный и эффективный фонды времени в днях, а затем - эффективный фонд времени в часах. Номинальный фонд времени в днях (ВН) рассчитывается по формуле:
![]()
где ТКАЛ = 365 - число календарных дней в году;
ТВ = 102 - число выходных дней в году;
ТП = 11 - число праздничных дней в году.
Вн =365-(102+11 )= 252 дн.
В производстве с прерывным режимом работы значения ТВ и ТП определяются по календарю. В число выходных дней включаются субботы и воскресенья.
В производстве с непрерывным режимом работы при расчете номинального фонда времени из календарного времени исключаются только выходные дни по графикам сменности.
При 4-бригадном графике таких дней будет 91 (365/4).
ВН =3б5-91=274дн.
Эффективный
фонд времени в днях (![]() ) определяется по
формуле:
) определяется по
формуле:
![]()
где Т0 - среднее число дней отпуска в году;
Тб - число дней неявок по болезни и отпуска в связи с родами;
ТГ - число дней неявок в связи с выполнением гос. обязанностей.
Значения Т0, Тб и ТГ принимаем То = 20дней; Тб = 9 дней; Тг = 2 день.
Для
периодического режима работы: ![]() = 252-(20 + 9 +
2)=220дн
= 252-(20 + 9 +
2)=220дн
Для
непрерывного режима работы: ![]() = 274-(20 + 9 +
1)=244 дн
= 274-(20 + 9 +
1)=244 дн
Эффективный
фонд времени в часах (![]() ) определяется
следующим образом:
) определяется
следующим образом:
![]()
где ТСМ - продолжительность рабочей смены;
rПР - сокращение рабочей смены в предпраздничные дни, (планируется только для условий прерывного режима работы);
rМ и rПОД - сокращение рабочего дня для кормящих матерей и подростков в расчете на одного списочного рабочего, ч.
Общее количество предпраздничных рабочих дней определяется по календарю. В эти дни продолжительность рабочей смены сокращается на 1 час.
Для
периодического режима работы: ![]() = 220 * 8 - 10 - 10
- 10 = 1732 ч
= 220 * 8 - 10 - 10
- 10 = 1732 ч
Для
непрерывного режима работы: ![]() = 244 * 8 = 1952
ч
= 244 * 8 = 1952
ч
Итоги расчета эффективного фонда времени сведены в табл 8. Средняя продолжительность рабочей смены определяется делением эффективного фонда времени в часах на эффективный фонд времени в днях.
Баланс рабочего времени
Таблица 9
| Показатели | Режим работы | |
| периодический | непрерывный | |
| Календарный фонд времени, дни | 365 | 365 |
| Нерабочие дни всего | 115 | 91 |
| в том числе | ||
| выходные | 104 | 91 |
| праздничные | 11 | 0 |
| Номинальный фонд времени дни | 250 | 274 |
| Целодневные невыходы на работу всего | 30 | 30 |
| в том числе | ||
| отпуска | 20 | 20 |
| болезни | 9 | 9 |
| выполнение гособязанностей | 1 | 1 |
| Эффективный фонд времени, дни | 220 | 244 |
| Внутрисменные потери рабочего времени всего, часы | 28 | 0 |
| в том числе | ||
| в предпраздничные дни | 8 | 0 |
| для кормящих матерей | 10 | 0 |
| для подростков | 10 | 0 |
| Эффективный фонд времени, часы | 1732 | 1952 |
| Номинальная продолжительность смены, ч | 8 | 8 |
| Средняя продолжительность смены , часы | 7,87 | 8 |
3.2. Численность слесарей КИП
Определение численности слесарей КИП производится на основе трудоемкости производственной программы цеха, рассчитанной в пунктах 2.2 и 2.3 и оформлена в виде табл.9.
Исходя из трудоемкости технического обслуживания и текущих ремонтов определяется численность дежурных слесарей в группе эксплуатации (на постах цеха КИП и А в производственных цехах). Численность же слесарей КИП в ремонтных мастерских и поверочной лаборатории цеха КИП и А рассчитывается на основе трудоемкости капитального ремонта, монтажа и поверок. Расчетное количество рабочих по разрядам определяется делением трудоемкости работ определенного разряда на эффективный фонд времени одного списочного рабочего. Для определения принятого количества рабочих расчетное количество, рабочих округляется до целого числа, при этом допускается передача части работ более низкого разряда слесарям более высокого разряда.
3.3. Численность рабочих-металлистов
Численность рабочих-металлистов определяется на основе трудоемкости изготовления запасных частей и оформлена в виде табл. 10.
Перечень
требующихся профессий и их разряды установлены по данным технологических карт
на обработку деталей. По каждой профессии определенного разряда расчетное
количество рабочих (![]() ) определяется по
формуле:
) определяется по
формуле:
где Ni - количество деталей i - го наименования в годовой производственной программе, шт. (i= 1,2,3,...,l);
![]() - норма штучно-калькуляционного времени на
i-ю операцию, мин;
- норма штучно-калькуляционного времени на
i-ю операцию, мин;
60 - количество минут в часе;
![]() - эффективный фонд времени одного списочного
рабочего, ч;
- эффективный фонд времени одного списочного
рабочего, ч;
![]() =1,3 - планируемый коэффициент выполнения
норм времени.
=1,3 - планируемый коэффициент выполнения
норм времени.
Для определения принятого количества рабочих расчетное количество рабочих округляется до целого числа. При округлении допускается следующее совмещение профессий (передача работ):
а) работы более низкого разряда в пределах одной профессии передаются работникам более высокого разряда (в пределах двух смежных разрядов);
б) работа разметчика передается слесарю и наоборот; работа расточника передается токарю и наоборот.
Расчет численности слесарей КИП
Таблица 10
| Наименования приборов | Технологическое обслуживание | Текущие ремонты | Капитальные ремонты | Поверки | Монтажные работы, пуск и наладка | ||||||||||
| трудоемкость чел*ч | разряд работ | трудоемкость чел*ч | разряд работ | трудоемкость чел*ч | разряд работ | трудоемкость чел*ч | разряд работ | трудоемкость чел*ч | разряд работ | ||||||
| термометры | 1576,8 | 3 | 388,8 | 4 | 985,0 | 5 | 168,5 | 5 | |||||||
| термопары | 14191,2 | 5 | 77,8 | 6 | 194,4 | 4 | 25,9 | 6 | |||||||
| манометры | 3416,4 | 3 | 388,8 | 4 | 1404,0 | 4 | 108,0 | 5 | |||||||
| тягомеры и напоромеры | 1314,0 | 3 | 151,2 | 4 | 604,8 | 4 | 432,0 | 5 | |||||||
| уровнемеры электронные | 4047,1 | 3 | 332,6 | 5 | 740,9 | 5 | 393,1 | 6 | |||||||
| дифференциальные манометры | 919,8 | 3 | 136,1 | 5 | 211,7 | 5 | 151,2 | 5 | |||||||
| приборы типа "Э" | 3462,4 | 4 | 920,7 | 5 | 234,4 | 5 | 250,3 | 6 | |||||||
| приборы типа ЭВП | 2956,5 | 4 | 891,0 | 6 | 259,2 | 6 | 242,2 | 6 | |||||||
| манометры кольцевые | 162 | 5 | |||||||||||||
| расходомеры | 153 | 5 | |||||||||||||
| Итого трудоемкость чел.ч | 31884,2 | 3287,0 | 4634,3 | 1771,2 | 315,0 | ||||||||||
| по разрядам | |||||||||||||||
| III разряд | 11274,1 | 0,0 | 0,0 | 0,0 | 0,0 | ||||||||||
| IV разряд | 6418,9 | 928,8 | 2203,2 | 0,0 | 0,0 | ||||||||||
| V разряд | 14191,2 | 1389,4 | 2171,9 | 859,7 | 315,0 | ||||||||||
| VI разряд | 0,0 | 968,8 | 259,2 | 911,5 | 0,0 | ||||||||||
| Эффективный фонд времени одного списочног рабочего чел.ч | 1952 | 1952 | 1732 | 1732 | 1732 | ||||||||||
| Расчетное количество рабочих всего | 16,3 | 1,7 | 2,7 | 1,0 | 0,2 | ||||||||||
| по разрядам | |||||||||||||||
| III разряд | 5,8 | 0,0 | 0,0 | 0,0 | 0,0 | ||||||||||
| IV разряд | 3,3 | 0,5 | 1,3 | 0,0 | 0,0 | ||||||||||
| V разряд | 7,3 | 0,7 | 1,3 | 0,5 | 0,2 | ||||||||||
| VI разряд | 0,0 | 0,5 | 0,1 | 0,5 | 0,0 | ||||||||||
| Принятое количество рабочих всего | 16 | 1 | 2 | 1 | 1 | ||||||||||
| из них по разрядам | |||||||||||||||
| III разряд | 6,0 | 0,0 | 0,0 | 0,0 | 0,0 | ||||||||||
| IV разряд | 3,0 | 0,0 | 1,0 | 0,0 | 0,0 | ||||||||||
| V разряд | 7,0 | 1,0 | 1,0 | 0,0 | 1,0 | ||||||||||
| VI разряд | 0,0 | 0,0 | 0,0 | 1,0 | 0,0 | ||||||||||
Расчет численности рабочих-металлистов
Таблица 11
| Наименование деталей | Производственная программа, шт | разметчик | фрезеровщик | сверлильщик | слесарь | токарь | |||||||||||||
| разряды | разряды | разряды | разряды | разряды | |||||||||||||||
| 3 | 4 | 3 | 4 | 3 | 4 | 3 | 4 | 4 | |||||||||||
| на штуку | на программу | на штуку | на программу | на штуку | на программу | на штуку | на программу | на штуку | на программу | на штуку | на программу | на штуку | на программу | на штуку | на программу | на штуку | на программу | ||
| Деталь №1 | 7800 | 15,1 | 117416 | 20 | 156520 | 10 | 78364 | 7 | 54964 | 0 | 6,1 | 47632 | 0 | 10 | 79040 | ||||
| Деталь №2 | 6072 | 0 | 0 | 12 | 73592,6 | 8,1 | 49183 | 0 | 5,07 | 30765 | 0 | ||||||||
| Итого в норма-минутах | 117416,0 | 156520,0 | 78364,0 | 73592,6 | 54964,0 | 49183,2 | 47632,0 | 30764,8 | 79040,0 | ||||||||||
| Итого в норма-часах | 1956,9 | 2608,7 | 1306,1 | 1226,5 | 916,1 | 819,7 | 793,9 | 512,7 | 1317,3 | ||||||||||
| Плановый коэффициент выполнения норм Квн | 1,1 | 1,1 | 1,1 | 1,1 | 1,1 | 1,1 | 1,1 | 1,1 | 1,1 | ||||||||||
| Итого в чел.ч | 1779,0 | 2371,5 | 1187,3 | 1115,0 | 832,8 | 745,2 | 721,7 | 466,1 | 1197,6 | ||||||||||
| Эффективный фонд времени 1 рабочего, ч | 1732 | 1732 | 1732 | 1732 | 1732 | 1732 | 1732 | 1732 | 1732 | ||||||||||
| Расчетное количество рабочих | 1,0 | 1,4 | 0,7 | 0,6 | 0,5 | 0,4 | 0,4 | 0,3 | 0,7 | ||||||||||
| Принятое количество рабочих | 1 | 2 | 1 | 1 | 0 | 1 | 0 | 1 | 1 | ||||||||||
3.4. Численность ИТР, служащих и МОП
Расчет численности ИТР, служащих и МОП оформлен в табл. 11. Общая численность ИТР, служащих и МОП составляет 25 - 30% численности рабочих цеха.
Расчет численности ИТР, служащих и МОП.
Таблица 12
| №п/п | Должности | Численность по штатному расписанию |
| 1 | Начальник цеха | 1 |
| 2 | Заместитель начальника цеха | 1 |
| 3 | Мастер по эксплуатации | 1 |
| 4 | Мастер по ремонту | 1 |
| 5 | Мастер поверочной лаборатории | 1 |
| 6 | Инженер-метролог | 1 |
| 7 | Техник по учету и паспортизации КИП | 1 |
| 8 | Лаборант-контролер | 1 |
| 9 | Кладовщик | 1 |
| 10 | Бухгалтер | 1 |
| 11 | Табельщик | 1 |
| 12 | Уборщик | 1 |
| Итого | 12 |
4. Определение стоимости основных производственных фондов цеха
К основным фондам цеха КИП и А относятся здание, оборудование, стенды, дорогостоящие приборы и устройства, необходимые для ремонта и поверки.
Расчет стоимости здания производится на основе потребности в площадях. Все площади цеха по назначению делятся на три категории:
1. Производственные, занятые рабочими местами рабочих цеха;
2. Вспомогательные, на которых расположены складские помещения;
3. Служебно-бытовые, занятые административно-конторскими и бытовыми помещениями.
Потребность в производственной площади рассчитывается исходя из средней площади, занимаемой станком (10 - 15 кв.м), площади, занимаемой стендом (8 - 12 кв.м), и площади, занимаемой одним слесарем (5 кв.м). При определении производственной площади в расчет принимаются только численность слесарей-металлистов и слесарей КИП, рабочие места которых находятся в помещении цеха КИП и А. Численность дежурных слесарей, занимающихся техническим обслуживанием и текущим ремонтом приборов, не учитывается, так как их рабочие места находятся в основных цехах предприятия. Примем площадь, занимаемую станком равной 10 м2, тогда:
Производственная площадь: 10*6+4*10+(21+8)*5=245 м2
Вспомогательные площади определяются, укрупнено в размере 20% от производственной площади цеха.
Вспомогательная площадь: 245*0,2=49 м2
Площадь под административно-конторские помещения исчисляется исходя из средней нормы 4 кв.м на одного работника аппарата управления цехом. Площадь под бытовые помещения определяется исходя из нормы 0,55 м2 на одного списочного работника цеха.
Служебно-бытовая площадь: 12*4+(12+21+8)*0,55=71 м2
Расчет стоимости здания оформлен в табл.13. При определении стоимости здания принимается высота здания – 4 м, стоимость санитарно-технических работ - 20% от стоимости общестроительных.
Здесь же в табл.13 определена годовая сумма амортизационных отчислений. Норма амортизационных отчислений принимается в пределах 2,5-3,3% от полной сметной стоимости здания.
Расчет сметной стоимости оборудования цеха КИП и А оформлен в табл. 14. Затраты на доставку и монтаж оборудования установлен в процентах к затратам на приобретение. Годовая норма амортизационных отчислений для металлообрабатывающего оборудования составляет 10,8% от сметной стоимости оборудования.
Расчет стоимости здания цеха КИП и А
Таблица 13
| Категрии площади | Площадь здания м*м | Объем здания м*м*м | Стоимость 1 м*м*м, руб | Стоимость общестроительных работ, руб | Стоимость санитарно-технических работ, руб | Итого | Внеобъемные затраты, руб | Полная стоимость, руб | Амортизационные отчисления | |
| норма,% | сумма, руб | |||||||||
| Производственная | 245 | 980 | 400 | 392000 | 78400 | 470400 | 141120 | 611520 | 3 | 18345,6 |
| Вспомогательная | 49 | 196 | 400 | 78400 | 15680 | 94080 | 28224 | 122304 | 3 | 3669,1 |
| Служебно-бытовая | 71 | 284 | 400 | 113600 | 22720 | 136320 | 40896 | 177216 | 3 | 5316,5 |
| Итого | 365 | 1460 | 584000 | 116800 | 700800 | 210240 | 911040 | 27331,2 | ||
Расчет стоимости оборудования и дорогостоящих приборов цеха КИП и А
Таблица 14
| Наименование оборудования и приборов | Количество единиц оборудования, шт | Оптовая цена за единицу, руб | Затраты на приобретение, руб | Дополнительные затраты на доставку и монтаж | Сметная стоимость, руб. | Годовые амортизационные отчисления | |||||
| % | руб. | норма % | сумма руб. | ||||||||
| Стенды для поверок: | |||||||||||
| Электрич.: | 1 | 22000 | 22000 | 10,0 | 2200 | 24200 | 13,4 | 3242,8 | |||
| Пневматич.: | 1 | 11000 | 11000 | 10,0 | 1100 | 12100 | 15,5 | 1875,5 | |||
| Стенды для капремонта: | |||||||||||
| Электрич.: | 1 | 22000 | 22000 | 10,0 | 2200 | 24200 | 13,4 | 3242,80 | |||
| Пневматич.: | 1 | 11000 | 11000 | 10,0 | 1100 | 12100 | 15,5 | 1875,50 | |||
| Запас резервных пиборов: | |||||||||||
| термометры | 18 | 4000 | 72000 | 10,0 | 7200 | 79200 | 17,8 | 14097,60 | |||
| термопары | 18 | 5000 | 90000 | 10,0 | 9000 | 99000 | 17,8 | 17622,00 | |||
| манометры | 30 | 2500 | 75000 | 10,0 | 7500 | 82500 | 17,8 | 14685,00 | |||
| тягомеры и напоромеры | 30 | 3000 | 90000 | 10,0 | 9000 | 99000 | 17,8 | 17622,00 | |||
| уровнемеры электронные | 21 | 2500 | 52500 | 10,0 | 5250 | 57750 | 17,8 | 10279,50 | |||
| дифференциальные манометры | 21 | 3000 | 63000 | 10,0 | 6300 | 69300 | 17,8 | 12335,40 | |||
| приборы типа "Э" | 24 | 3200 | 76800 | 10,0 | 7680 | 84480 | 17,8 | 15037,44 | |||
| приборы типа ЭВП | 23 | 3800 | 87400 | 10,0 | 8740 | 96140 | 17,8 | 17112,92 | |||
| Конторольные приборы | |||||||||||
| Прибор системы Петрова ППР-2М | 3 | 1400 | 4200 | 10,0 | 420 | 4620 | 17,8 | 822,36 | |||
| Прибор универ- сальный УПИП-60М | 2 | 1256 | 2512 | 10,0 | 251,2 | 2763,2 | 13,4 | 370,27 | |||
| Лабораторный ампер- вольтметр Ц4311 | 2 | 1020 | 2040 | 10,0 | 204 | 2244 | 13,4 | 300,70 | |||
| Мегомметр М127 | 2 | 720 | 1440 | 10,0 | 144 | 1584 | 13,4 | 212,26 | |||
| Контрольный манометр МП4-V | 3 | 800 | 2400 | 10,0 | 240 | 2640 | 15,5 | 409,20 | |||
| Металлобрабатывающее оборудование | |||||||||||
| Плита | 3 | 6000 | 18000 | 20,0 | 3600 | 21600 | 10,8 | 2332,80 | |||
| ГФ-1 | 2 | 56100 | 112200 | 20,0 | 22440 | 134640 | 10,8 | 14541,12 | |||
| СВС-1 | 1 | 25500 | 25500 | 20,0 | 5100 | 30600 | 10,8 | 3304,80 | |||
| СТВ-1 | 1 | 24000 | 24000 | 20,0 | 4800 | 28800 | 10,8 | 3110,40 | |||
| Итого: | 969461 | 154432,36 | |||||||||
5. Расчет фонда заработной платы работников
5.1. Фонд заработной платы рабочих
Расчет фонда заработной платы производится раздельно для дежурных слесарей КИП, слесарей КИП по ремонту и рабочих-металлистов. Форма оплаты труда дежурных слесарей повременно-премиальная, остальных рабочих - сдельно-премиальная.
При расчете фонда заработной платы последовательно определяют: прямой, часовой, дневной и месячный (годовой) фонды заработной платы. Эти расчеты выполнены в виде табл.14.
Графы 3, 6, 7, 8 этой таблицы заполняются в соответствии с расчетами, выполненными в пункте 4.
По каждой профессии определенного разряда прямой фонд зарплаты рассчитывается умножением планируемого количества человеко-часов (или нормо-часов) на часовую тарифную ставку.
Часовой фонд зарплаты включает прямой (тарифный) фонд зарплаты и доплаты до часового фонда (премии и прочие доплаты).
Размер премий принят в следующих размерах: для повременщиков - 30%, для сдельщиков -20% прямого фонда заработной платы.
Прочие доплаты до часового фонда складываются из доплат за ночные часы, за работу в праздничные дни и за руководство бригадой. Доплаты за ночные часы и за работу в праздничные дни планируются только дежурным слесарям, режим работы которых круглосуточный.
Доплаты за ночные часы (Dночь) рассчитываются по формуле:
![]()
где Кноч = 0,2 - коэффициент доплат к тарифной ставке за каждый час ночной работы;
сч - часовая тарифная ставка соответствующего разряда, руб./ч;
rночь - количество часов ночной работы рабочих данной профессии в плановом периоде.
Ночным считается время с 22 до 6 часов, т.е. 1/3 суток. При круглосуточной работе дежурных слесарей 1/3 времени, записанного в графе 7, является ночным.
Расчет фонда заработной платы
Таблица 15
| Наименование профессий | Тарифный разряд | Форма оплаты труда | Тарифная ставка руб/ч | Списочное число рабочих | Человеко-часы повременщиков | Нормо-часы сдельщиков | Основная заработная плата | Среднечасовая зарплата | Дополнительная заработная плата | годовой фонд зарплаты | |||||||||||
| Прямой фонд заработной платы, руб | Доплаты до часового фонда | Итого часовой фонд | Итого дневной фонд, руб | Среднедневная зарплата, руб | Доплаты до годового фонда, руб | ||||||||||||||||
| Премии | за работу в ночное время | за работу в праздничные дни | за руководство бригадой | ||||||||||||||||||
| % к прямому фонду | сумма | за очередной и дополнительные отпуска | за выполнение государственных обязанностей | ||||||||||||||||||
| Дежурные слесари КИП | 3 | повременно-премиальная | 18,2 | 6 | 11712 | 213158,4 | 30 | 63947,52 | 14210,56 | 8526,34 | 299842,82 | 25,60 | 299842,82 | 204,81 | 24577,28 | 1228,86 | 325648,96 | ||||
| 4 | 20 | 3 | 5856 | 117120 | 30 | 35136,00 | 7808,00 | 4684,80 | 164748,80 | 28,13 | 164748,80 | 225,07 | 13504,00 | 675,20 | 178928,00 | ||||||
| 5 | 23 | 8 | 15616 | 359168 | 30 | 107750,40 | 23944,53 | 14366,72 | 20203,2 | 525432,85 | 33,65 | 525432,85 | 269,18 | 43068,27 | 2153,41 | 570654,53 | |||||
| 6 | 25,8 | 30 | |||||||||||||||||||
| Итого: | 689446,4 | 206833,92 | 45963,09 | 27577,9 | 20203,2 | 990024,469 | 990024,469 | 81149,5467 | 4057,47733 | 1075231,49 | |||||||||||
| Слесари КИП по ремонту | 3 | сдельно-премиальная | 13,20 | 20 | |||||||||||||||||
| 4 | 20,00 | 1 | 1732 | 34640 | 20 | 6928,00 | 41568,00 | 24,00 | 41568,00 | 170,36 | 3407,21 | 170,36 | 45145,57 | ||||||||
| 5 | 23,00 | 2 | 3464 | 79672 | 20 | 15934,40 | 95606,40 | 27,60 | 95606,40 | 195,91 | 7836,59 | 391,83 | 103834,82 | ||||||||
| 6 | 25,80 | 1 | 1732 | 44685,6 | 20 | 8937,12 | 5036,16 | 58658,88 | 33,87 | 58658,88 | 240,41 | 4808,10 | 240,41 | 63707,39 | |||||||
| Итого: | 158997,6 | 31799,52 | 5036,16 | 195833,28 | 195833,28 | 16051,9082 | 802,59541 | 212687,784 | |||||||||||||
| Рабочие-металисты | |||||||||||||||||||||
| разметчик | 3 | сдельно-премиальная | 18,2 | 1 | 1732 | 31522,4 | 20 | 6304,48 | 37826,88 | 21,84 | 37826,88 | 155,03 | 3100,56 | 155,03 | 41082,47 | ||||||
| 4 | 20 | 2 | 3464 | 69280 | 20 | 13856,00 | 17568 | 100704,00 | 29,07 | 100704,00 | 206,36 | 8254,43 | 412,72 | 109371,15 | |||||||
| фрезеровщик | 3 | 18,2 | 1 | 1732 | 31522,4 | 20 | 6304,48 | 37826,88 | 21,84 | 37826,88 | 155,03 | 3100,56 | 155,03 | 41082,47 | |||||||
| 4 | 20 | 1 | 1732 | 34640 | 20 | 6928,00 | 41568,00 | 24,00 | 41568,00 | 170,36 | 3407,21 | 170,36 | 45145,57 | ||||||||
| сверлильщик | 3 | 20 | |||||||||||||||||||
| 4 | 20 | 1 | 1732 | 34640 | 20 | 6928,00 | |||||||||||||||
| слесарь | 3 | 20 | |||||||||||||||||||
| 4 | 20 | 1 | 1732 | 34640 | 20 | 6928,00 | |||||||||||||||
| токарь | 4 | 20 | 1 | 1732 | 34640 | 20 | 6928,00 | ||||||||||||||
| Итого: | 201604,80 | 40320,96 | 17568 | 217925,76 | 217925,76 | 17862,7672 | 893,14 | 236681,666 | |||||||||||||
| Итого по цеху: | 1050048,80 | 278954,40 | 42807,36 | 1403783,51 | 1403783,51 | 115064,22 | 5753,21 | 1524600,94 | |||||||||||||
Доплата за работу в праздничные дни (DПД) рассчитывается по формуле
![]()
где ТСМ - продолжительность рабочей смены, ч;
ТП - количество праздничных дней в году;
ЛЯВ - явочное число рабочих в сутки, чел.
Дежурные слесари работают по 4-бригадному графику сменности с продолжительностью смены ТСМ = 8 ч. Явочное число дежурных слесарей в сутки (ЛЯВ) рассчитывается по формуле:
 =7,65
=7,65
где VTO и VT -трудоемкость работ по техническому обслуживанию и текущему ремонту приборов, чел-ч;
365 - число календарных дней в году;
8 - продолжительность рабочей смены дежурного слесаря, ч. •
В графе 14 записывается величина доплат за руководство бригадой не освобожденным бригадиром. Расчет доплат бригадирам (DБР) производится по формуле:
![]()
где СЧ - часовая тарифная ставка бригадира, руб.; бригадиром следует считать рабочего с самым высоким тарифным разрядом;
![]() - эффективный фонд времени одного рабочего
за год, ч;
- эффективный фонд времени одного рабочего
за год, ч;
Б - списочное число бригадиров; на каждые 7 рабочих следует планировать одного
бригадира;
М = 10% - размер доплаты бригадиру за руководство бригадой в процентах к тарифной ставке.
В графе 15 устанавливается величина часового фонда по каждой профессии определенного разряда путем суммирования значений, записанных в графах 9, 11, 12, 13 и 14.
Среднечасовая зарплата по каждой профессии (Зср. ч) записывается в графе 16 и рассчитывается по формуле:
где Фч - часовой фонд зарплаты, руб.;
Лсп - списочная численность рабочих данной профессии, чел.
В графе 19 определяется дневной фонд заработной платы как сумма часового фонда и доплат до дневного фонда.
Средняя заработная плата (Зср. ч) записывается в графу 20 и рассчитывается по формуле:
где Фдн - дневной фонд зарплаты рабочих, руб.;
![]() - эффективный фонд времени одного
списочного рабочего, дн.
- эффективный фонд времени одного
списочного рабочего, дн.
Доплаты до месячного (годового) фонда производятся за очередные и дополнительные отпуска и за выполнение государственных обязанностей.
Доплата за очередные и дополнительные отпуска (D0) определяется по формуле:
![]()
где Т0= 18 - количество дней очередного и дополнительного отпусков (по балансу рабочего времени одного списочного рабочего), дни.
Результат расчета записывается в графе 21.
Доплата за выполнение государственных обязанностей (DГ) рассчитывается по формуле:
![]()
где ТГ = 1 - число дней неявок в связи с выполнением гос. обязанностей
Годовой фонд заработной платы рабочих (графа 23) определяется как сумма граф 19, 21 и 22.
5.2. Фонд заработной платы ИТР, служащих и МОП
Расчет фонда зарплаты ИТР, служащих и МОП провидится по табл.16
Перечень должностей и штатная численность в таблице принимаются по данным пункта 4.4. Годовой фонд зарплаты определяется как произведение численности работников одноименных должности, месячного оклада и 12 месяцев.
Доплаты за работу в праздничные дни предусматриваются только мастерам по эксплуатации, занятым посменно в производстве с непрерывным режимом работы. Указанные доплаты (DПД) могут быть рассчитаны по формуле
где Од - месячный должностной оклад, руб.;
ТП=- число праздничных дней в году;
ЛЯВ - явочная численность работников в сутки, чел.
22,8 - среднее число дней работы в месяц одного работника.
Явочная численность мастеров в сутки:
где ЛСП - штатная (списочная) численность мастеров, чел.
Полный годовой фонд заработной платы (графа 6) определяется как сумма граф 4 и 5.
Расчет фонда зарплаты ИТР, служащих и МОП
Таблица 16
| Численность по штатному расписанию | Месячный оклад, руб | Годовой фонд зарплаты по окладам, руб | Доплата за работу в праздники, руб | Полный годовой фонд зарплаты, руб | |
| Начальник цеха | 1 | 7000 | 84000 | 84000 | |
| Заместитель начальника цеха | 1 | 6000 | 72000 | 72000 | |
| Мастер по эксплуатации | 1 | 5000 | 60000 | 55000 | 115000 |
| Мастер по ремонту | 1 | 5000 | 60000 | 60000 | |
| Мастер поверочной лаборатории | 1 | 5000 | 60000 | 60000 | |
| Инженер-метролог | 1 | 4500 | 54000 | 54000 | |
| Техник по учету и паспортизации КИП | 1 | 3000 | 36000 | 36000 | |
| Лаборант-контролер | 1 | 3000 | 36000 | 36000 | |
| Кладовщик | 1 | 3000 | 36000 | 36000 | |
| Бухгалтер | 1 | 3000 | 36000 | 36000 | |
| Табельщик | 1 | 3000 | 36000 | 36000 | |
| Уборщик | 1 | 2500 | 30000 | 30000 | |
| Итого | 12 | 55000 | 655000 |
6. Смета затрат цеха КИП и А
В смету затрат включаются все расходы цеха на выполнение годовой производственной программы. Номенклатура статей, включаемых в смету, представлена в табл.17.
Смета затрат цеха КИП и А
Таблица 17
| № п/п | Наименование статей расходов | Сумма, руб |
| 1 | Материалы для изготовления запасных частей | 146246,4 |
| 2 | Материалы для ремонта приборов | 43873,92 |
| 3 | Зарплата работникам всего: | 2179600,94 |
| в том числе: рабочих | 1524600,94 | |
| ИТР, служащих и МОП | 655000,00 | |
| 4 | Отчисления на социальное страхование | 784656,34 |
| 5 | Амортизация оборудования, стендов и измерительных приборов | 154432,36 |
| 6 | Содержание оборудования всего: | 39384,1 |
| в том числе: электоэнергия для станков | 237,1 | |
| электоэнергия для стендов | 333,55 | |
| сжатый воздух | 35,00 | |
| прочие расходы | 38778,45 | |
| 7 | Текущий ремонт оборудования | 96946,12 |
| 8 | Износ малоценных инструментов, приборов и приспособлений | 35000,00 |
| 9 | Амортизация зданий | 27331,2 |
| 10 | Содержание здания всего: | 24057,21 |
| в том числе: электоэнергия | 5699,84 | |
| отопление | 14600,00 | |
| вода | 107,37 | |
| услуги других цехов | 3650,00 | |
| 11 | Текущий ремонт здания | 2920,00 |
| 12 | Расходы по охране труда и технике безопасности | 130776,06 |
| Итого: | 5908266,81 |
Статья "Материалы для изготовления запасных частей".
Расчет затрат по данной статье оформлен в виде табл. 17. Норма расхода материала определяется по формуле:
![]()
где qн - норма расхода материала (полуфабриката) при изготовлении одной детали определенного наименования, кг/шт.;
qч - чистый вес детали (из технологических карт), кг/шт.;
kз - коэффициент отношения веса заготовки к чистому весу;
kп - коэффициент, учитывающий потери материала при изготовлении заготовки.
При изготовлении деталей из отливки, поковки или штамповки принимаем Кп = 1,02.
Планово-заготовительная цена равна сумме оптовой цены по прейскуранту и транспортно заготовительных расходов (10% от оптовой цены).
Количество возвратных отходов в расчете на одну деталь (qотх) рассчитывается по формуле:
![]()
Статья "Материалы для ремонта приборов", Затраты по данной статье рассчитываются укрупнено по нормативам; расход материалов на текущий ремонт прибора составляет 5% его стоимости, на капитальный ремонт - 15%.
Статья "Зарплата работников". Затраты по статье рассчитаны в пункте 6.
Статья "Отчисления на социальное страхование” . Отчисления не социальное страхование принимаются в размере40% от зарплаты работников.
Статья "Амортизация оборудования". Расход принимается по данным табл. 14
Статья "Содержание оборудования". Годовые затраты на силовую электроэнергии для станков (ЭС) определяются по формулам:
![]()
 =3.45*0.5*1,05*1,1*1952.16/0,95=4094.14 квт*ч
=3.45*0.5*1,05*1,1*1952.16/0,95=4094.14 квт*ч
где WОБ - общий расход силовой электроэнергии при эксплуатации станочного парка в течение года, кВтч;
NУ - установленная мощность всех электродвигателей станочного парка цеха, кВт;
КN - средний коэффициент загрузки электродвигателей по мощность (КN = 0,5);
KW - коэффициент, учитывающий потери электроэнергии в сети завода (KW = 1,05);
KЗ - средний коэффициент загрузки электродвигателей по времени (принимается равным коэффициенту загрузки оборудования);
h - коэффициент полезного действия электродвигателей станков (h = 0,95);
FЭФ - эффективный фонд времени станка за год, ч;
ЦЭ - стоимость 1 кВт*ч электроэнергии, рассчитанная по двуставочному тарифу,
руб./кВт*ч. (ЦЭ = 0,8 руб./кВт*ч).
Затраты на сжатый воздух определяются исходя из нормы сжатого воздуха на единицу оборудования (станок или стенд) и стоимости 1 м3 сжатого воздуха. Средний расход сжатого воздуха на стенд или станок - 5 м3 в смену; количество станков, оборудованных пневматическими приспособлениями - 25% станочного парка цеха; количество стендов, потребляющих воздух – в соответствии с расчетом в пункте 3.1. Стоимость 1 м3 сжатого воздуха принята равной 5 коп/м3.
Прочие расходы на содержание оборудования (стоимость вспомогательных материалов, запасных частей, зарплата дежурных ремонтников) приняты в размере 4% от стоимости оборудования, рассчитанной в табл. 13
Статья "Текущий ремонт оборудования". Расход по данной статье принят в размере 10% от стоимости оборудования цеха.
Статья "Износ малоценных инструментов, приборов и приспособлений". Затраты рассчитаны укрупнено исходя из нормативов 1000 руб. в год на одного рабочего – сдельщика и 500 руб. на одного рабочего - повременщика.
Статья "Амортизация здания". Затраты приняты по данным табл. 12.
Статья "Содержание здания". Расходы на электроэнергию для освещения рассчитываются по формуле:
![]()
где р0 - расход осветительной энергии на 1 м2 производственной площади в 1 ч (приняты 15 ватт в час на 1 м2);
Е - годовое число часов осветительной нагрузки (при односменной работе 1200 ч/год);
L - площадь цеха, кв. м;
ЦЭ = 0,8 - стоимость 1 кВт*ч электроэнергии, руб./кВт*ч.
Затраты на отопление цеха определены укрупнено, исходя из расчета: на 1000 м3 здания – затраты 10000 руб. в год.
Затраты на воду для бытовых нужд определены укрупнено, исходя из числа работников цеха, расхода воды в смену на 1 работника - 0,025 м3, стоимости 1 м3 воды - 0,6 руб. и числа рабочих дней в году.
Стоимость услуг других цехов определяется исходя из того, что услуги в среднем составляют 1000 руб. в год на 100 м2 площади цеха.
Статья "Текущий ремонт здания". Затраты рассчитаны укрупнено на основе годовой нормы расхода, составляющей 2.0 руб. на 1000 м3 объема здания.
Статья "Расходы по охране труда и технике безопасности". Затраты приняты в размере 6% от фонда заработной платы работников цеха.
Расчет затрат на материалы (полуфабрикаты) для изготовления запасных частей
Таблица 18
| наименование и марка материала | Норма расхода материала, кг/шт | оптовая цена за 1 кг материала, руб | Планово-заготовительная цена за 1 кг материала, руб/кг | Затраты на материалы, руб | Отходы возвратные | Затраты на материалы за вычетом возвратных отходов | ||||
| вес на 1 шт/кг | цена на 1 шт/кг | стоимость на 1 шт, руб | на шт. | на годовую программу | ||||||
| Деталь №1 | СЧ 12-28 | 0,408 | 14 | 15,4 | 6,28 | 0,108 | 1,2 | 0,13 | 6,15 | 36921,60 |
| Деталь №2 | СЧ 12-28 | 1,224 | 14 | 15,4 | 18,85 | 0,524 | 1,2 | 0,629 | 18,22 | 109324,80 |
| Итого: | 146246,4 | |||||||||
7. Основные технико-экономические показатели цеха КИП и А
Для обобщающей технико-экономической характеристики цеха составлена сводная таблица основных технико-экономических показателей (см. Табл. 18). Показатели этой таблицы рассчитываются следующим образом. Трудоемкость годовой производственной программы цеха в человеко-часах (А) определена по данным табл.6:
![]()
где КВН = 1,05 планируемый коэффициент выполнения норм времени при изготовлении запасных частей.
А = 31884,21+3286,98+4634,28+1771,173+315+11166,1=53057,75
Электровооруженность труда (КЭ) рассчитывается по формуле:
где WОБ и WСТ - годовой расход электроэнергии при эксплуатации станков и стендов цеха кВт*ч (рассчитаны в пункте 7);
ЛСП = (29 чел.) - списочная численность рабочих цеха, чел.
Основные технико-экономические показатели цеха КИП и А
Таблица 18
| № п/п | Наименование показателей | Единица измерения | Значение показателя |
| 1 | Трудоемкость производственной программы | чел.-ч | 52043 |
| 2 | Стоимость основных фондов | руб. | 1880501 |
| 3 | Списочная численность работников, всего: | чел. | 41 |
| в том числе: рабочих | чел. | 29 | |
| ИТР, служащих и МОП | чел. | 12 | |
| 4 | Производительность труда: | ||
| в расчете на одного работника | чел.-ч/чел. | 1269,3 | |
| в расчете на одного рабочего | чел.-ч/чел. | 1794,6 | |
| 5 | Годовой фонд зарплоты работников | руб. | 2179600,9 |
| 6 | Средняя годовая зарплата: | ||
| в расчете на одного работника | руб./чел. | 53161,0 | |
| в расчете на одного рабочего | руб./чел. | 75158,7 | |
| 7 | Смета затрат на производство | руб. | 5908266,8 |
| 8 | Фондовооруженность труда | руб./чел. | 45865,9 |
| 9 | Электровооруженность труда |
кВт*ч чел.-ч |
0,47 |
Выводы:
По результатам технико-экономического планирования цеха КИП и А можно сделать следующие выводы:
· общая численность работников 41 чел
· стоимость основных производственных фондов 1 880 501 руб
Предварительный план застройки здания цеха приведен в Приложении 1.
СПИСОК ИСПОЛЬЗОВАНОЙ ЛИТЕРАТУРЫ
1. Методические указания по курсовому проектированию: '' Организация и технике - экономическое планирование цеха контрольно-измерительных приборов и автоматики химического предприятия ", Ленинград , 1978 г.
2. Методические указания по курсовому проектированию: '' Организация и технике - экономическое планирование цеха контрольно-измерительных приборов и автоматики химического предприятия ", Санкт-Петербург , 2000 г.
Приложение 1
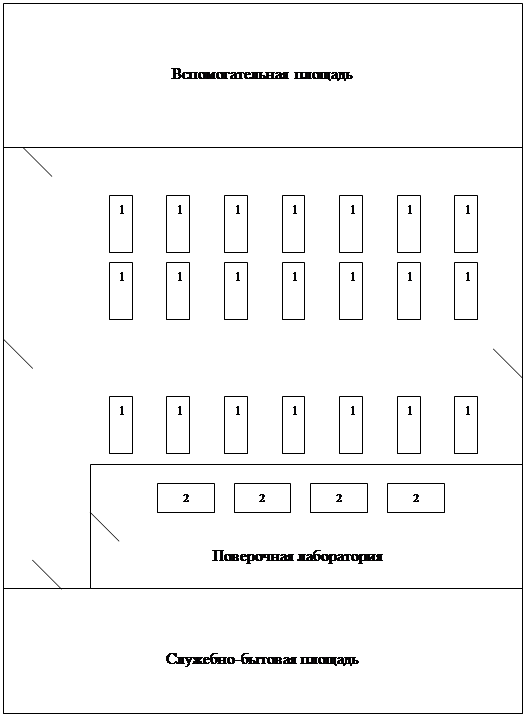
Рис. 1 План цеха КИП и А.
1 – станки; 2 – стенды.