
Рефераты по геополитике
Рефераты по государству и праву
Рефераты по гражданскому праву и процессу
Рефераты по делопроизводству
Рефераты по кредитованию
Рефераты по естествознанию
Рефераты по истории техники
Рефераты по журналистике
Рефераты по зоологии
Рефераты по инвестициям
Рефераты по информатике
Исторические личности
Рефераты по кибернетике
Рефераты по коммуникации и связи
Рефераты по косметологии
Рефераты по криминалистике
Рефераты по криминологии
Рефераты по науке и технике
Рефераты по кулинарии
Рефераты по культурологии
Рефераты по зарубежной литературе
Рефераты по логике
Рефераты по логистике
Рефераты по маркетингу
Рефераты по международному публичному праву
Рефераты по международному частному праву
Рефераты по международным отношениям
Рефераты по культуре и искусству
Рефераты по менеджменту
Рефераты по металлургии
Рефераты по муниципальному праву
Рефераты по налогообложению
Рефераты по оккультизму и уфологии
Рефераты по педагогике
Рефераты по политологии
Рефераты по праву
Биографии
Рефераты по предпринимательству
Рефераты по психологии
Рефераты по радиоэлектронике
Рефераты по риторике
Рефераты по социологии
Рефераты по статистике
Рефераты по страхованию
Рефераты по строительству
Рефераты по схемотехнике
Рефераты по таможенной системе
Сочинения по литературе и русскому языку
Рефераты по теории государства и права
Рефераты по теории организации
Рефераты по теплотехнике
Рефераты по технологии
Рефераты по товароведению
Рефераты по транспорту
Рефераты по трудовому праву
Рефераты по туризму
Рефераты по уголовному праву и процессу
Рефераты по управлению
Реферат: Переработка нефти
Реферат: Переработка нефти
РГУ Нефти и Газа им. И.М.Губкина
РЕФЕРАТ:
«Каталитические и гидрокаталитические
процессы переработки нефти»
Выполнил: ст. гр. XT-03-3
Хрипушин С.В.
Проверила: Коченова А.В.
Москва 2003
Оглавление:
1
1
Выполнил: ст. гр. XT-03-3 1
ВВЕДЕНИЕ 2
I.КАТАЛИТИЧЕСКИЙ КРЕКИНГ 3
4. Сырье и продукты каталитического крекинга. 8
4.1.Сырье. 8
4.2. Продукты каталитического крекинга. 9
5. Катализаторы крекинга. 11
II. КАТАЛИТИЧЕСКИЙ РИФОРМИНГ. 12
4.Сырье и продукты каталитического риформинга. 17
4.1.Сырье 17
4.2. Продукты каталитического риформинга. 18
5. Катализаторы риформинга. 19
5.1. Характеристика и свойства катализаторов. 19
6.1.Типы установок 20
III. ГИДРОГЕНИЗАЦИЯ. 21
5.Катализаторы гидрогенизационных процессов. 28
5.1. Характеристика и свойства катализаторов. 28
Список литературы: 30
ВВЕДЕНИЕ
Увеличение объема производства нефтепродуктов, расширение их ассортимента и улучшение качества—основные задачи, поставленные перед нефтеперерабатывающей промышленностью в настоящее время. Решение этих задач в условиях, когда непрерывно возрастает доля переработки сернистых и высокосернистых, а за последние годы и высокопарафинистых нефтей, потребовало изменения технологии переработки нефти. Большое значение приобрели вторичные и, особенно, каталитические процессы. Производство топлив, отвечающих современным требованиям, невозможно без применения таких процессов, как каталитический крекинг, каталитический риформинг, гидроочистка, алкилирование и изомеризация, а в некоторых случаях—гидрокрекинг.
Каталитический крекинг представляет собой современный процесс превращения высококипящих нефтяных фракций в базовые компоненты высококачественных авиационных и автомобильных бензинов и в средние дистиллятные фракции—газойли. Промышленные процессы основаны на контактировании сырья с активным катализатором в соответствующих условиях, когда 40-50_вес.% исходного сырья без рециркуляции превращается в бензин и другие легкие продукты. В процессе крекинга на катализаторе образуются углистые отложения, резко снижающие его активность, в данном случае крекирующую способность. Для восстановления активности катализатор регенерируют.Наибольшее распространение получили установки с циркулирующим катализатором в движущемся потоке и псевдоожиженном, или кипящем, слое.
Каталитический риформинг—современный, широко применяемый процесс для производства высокооктановых бензинов из низкооктановых.
Риформинг при более низких давлениях в системе и в сочетании с экстрактивной перегонкой или экстракцией растворителями позволяет получать ароматические углеводороды (бензол, толуол, ксилолы и высшие), используемые в нефтехимической промышленности. Промышленные процессы каталитического риформинга, при которых выходы риформата достигают 73—90%, основаны на контактировании сырья с активным катализатором, обычно содержащим платину.
Для поддержания активности катализатора его периодически регенерируют; регенерацию проводят тем чаще,чем ниже давление в системе. Исключением является процесс платформинга, когда катализатор не регенерируют. Важной особенностью каталитического риформинга является то, что процесс протекает в среде водорода, который выделяется так же, как и в реакциях риформинга; избыток водорода удаляют из системы. Этот водород намного дешевле специально получаемого, и его используют в гидрогенизационных процессах нефтепереработки.
Гидроочистка нефтяных дистиллятов является одним из наиболее распространенных процессов, особенно при переработке сернистых и высокосернистых нефтей. Основной целью гидроочистки нефтяных дистиллятов является уменьшение содержания в них сернистых, азотистых и металлоорганических соединений. При гидроочистке происходит разложение органических веществ, содержащих серу и азот. Они реагируют с водородом, циркулирующим в системе, с образованием сероводорода и аммиака, которые удаляют из системы.
Промышленные процессы основаны на контактировании нефтяных дистиллятов с активными катализаторами, в основном алюмокобальтмолибденовыми и алюмоникельмолибденовыми. Процесс протекает в условиях, при которых 95—99 вес.% исходного сырья превращается в очищенный продукт (гидрогенизат). Одновременно образуется незначительное количество бензина. Катализатор периодически регенерируют.
Алкилирование представляет собой процесс получения высококачественных компонентов авиационных и автомобильных бензинов. В основе процесса лежит взаимодействие парафиновых углеводородов с олефиновыми с образованием более высококипящего парафинового углеводорода. До недавнего времени промышленное изменение процесса ограничивалось каталитическим алкилированием изобутана бутиленами в присутствии серной или фтористоводородной кислот. В последнее время в промышленных условиях изобутан алкилируют не только бутиленами, но и этиленом, пропиленом и даже амиленами, а иногда и смесью этих олефинов.
Изомеризация — процесс превращения низкооктановых парафиновых углеводородов, преимущественно фракций С5 и С6 или их смесей, в соответствующие изопарафиновые фракции с более высоким октановым числом. На промышленных установках в соответствующих условиях можно получать до 97—99,7 объемн.% продуктов изомеризации. Изомеризация протекает в среде водорода. Катализатор периодически регенерируют:
Полимеризация—процесс превращения пропилена и бутиленов в жидкие олигомерные продукты, используемые в качестве компонентов автомобильных бензинов или сырья для нефтехимических процессов. В зависимости от сырья, катализатора и технологического режима количество продукта может изменяться в широких пределах.
I.КАТАЛИТИЧЕСКИЙ КРЕКИНГ
1. Назначение процесса. Основное назначение каталитического крекинга —получение высокооктановых компонентов бензина. Крекинг осуществляется при 420-550єС и является процессом качественного изменения сырья, т. е. процессом образования соединений, отличающихся от первоначальных по своим физико-химическим свойствам. В зависимости от сырья и условий процесса выход бензина при крекинге составляет 7—50 вес.% (на сырье). Наряду с бензином образуются и другие продукты—газообразные, жидкие и твердые (кокс). В качестве сырья обычно применяют тяжелые дистилляты атмосферной или вакуумной перегонки нефти, а также деасфальтизаты и другие продукты.
При каталитическом крекинге тяжёлые нефтяные фракции при 5ООєС в значительной части превращаются в компоненты, выкипающие в пределах температур кипения бензина, и газообразные продукты, которые могут использоваться для производства высокооктановых компонентов бензина или как сырье для химических синтезов.
В отличие от термического крекинга, каталитический крекинг проводится в специальной аппаратуре с применением специфического оборудования и в присутствии катализаторов.
Главным преимуществом каталитического крекинга перед термическим являет большая ценность получаемых продуктов:меньший выход метана, этана и диенов при более высоком выходе углеводородов С3 и С4 (особенно изобутана), а также ароматических углеводородов, олефинов с разветвленной цепью и изопарафинов. Антидетонационные свойства бензинов каталитического крекинга значительно выше, чем бензинов термического крекинга.Продукты крекинга имеют сложный состав. Так, при каталитическом крекинге цетана С16Н34 образуются (в вес.%):
Водород, метан, этан и этилен ......... 5
Пропан и пропилен .............. 23
Бутан, изобутан и бутилены .......... 33
Высшие углеводороды, входящие в состав бензина .................... 36
Кокс ...................... 3
Состав продуктов крекинга керосиновых, соляровых и вакуумных дистиллятов, т.е. смесей весьма большого числа разных углеводородов, еще более сложен. Результаты каталитического крекинга углеводородных смесей существенно зависят от условий проведения процесса применяемого катализатора.
Каталитический крекинг в основном используют для производства высокооктановых компонентов автомобильного и авиационного бензина. При получении автомобильного бензина в качестве сырья обычно используются вакуумные дистилляты первичной переработки нефти, а при производстве авиабензина—керосино-соляровые фракции первичной перегонки нефти.
2.Режим работы установок. Каталитический крекинг происходит, как правило, в паровой фазе в системе без притока и отдачи тепла, поэтому его относят к адиабатическим процессам. При адиабатическом процессе внешняя работа полностью затрачивается на изменение внутренней энергии системы.
В зависимости от характеристик перерабатываемого сырья и системы или типа установки, а также от состава и свойств катализатора устанавливается определенный технологический режим. К основным показателям технологического режима установок каталитического крекинга следует отнести температуру, давление, соотношение количества сырья и катализатора, находящегося в зоне крекинга, а также кратность циркуляции катализатора.
Каталитический крекинг проводят в следующих условиях:
Температура, °С
крекинга ....................................450-525
регенерации катализатора …….540-680
Давление, ат
в реакторе ................................... 0,6-1,4
в регенераторе ........... …………0,3—2,1
Рассмотрим основные закономерности процесса.
Температура. С повышением температуры увеличивается октановое число бензина, возрастает выход газов С1-С3 и олефинов С4 и выше, снижается выход бензина и кокса, но повышается соотношение бензин: кокс и снижается соотношение выходов легкого и тяжелого газойля.
Давление. При повышении давления увеличивается выход парафиновых углеводородов и бензина, снижается выход газов С1-С3, олефинов и ароматических углеводородов. Выход кокса в условиях промышленного процесса от давления практически не зависит.
Глубина крекинга. Рециркуляция. Глубину превращения (или глубину крекинга) принято оценивать количеством сырья, превращенного в бензин, газ или кокс. При крекинге в одну ступень (однократный крекинг) глубина превращения равна 45-60%. Примерный выход продуктов при однократном каталитическом крекенге керосина – соляровой фракции прямой перегонки нефти приведен ниже (индекс активности катализатора 28-32):
Глубина крекинга,%..................... ……. 50 60
Выход,вес.%
сухой газ (С3 и легче)………… 5-6,5 7-8,5
бутан – бутиленовая фракция .. 5,5-9 9-10,5
дебутанизированный бензин (к.к.
205 - 210°С) ………………… 31-32 36-38
газойль………………………….. 50 40
кокс………………………………...3 -4,5 4,5-6
Когда хотят достигнуть более глубокого превращения, т.е. получить из сырья больше бензина, подвергают крекингу не только исходное сырье, но и образующиеся в процессе газойлевые фракции. На большинстве промышленных установок каталитическому крекингу подвергают именно смесь исходного сырья с газойлем каталитического крекинга или иногда раздельно свежее сырье и газойлевые фракции. Таким образом газойль возвращается в систему для использования его в качестве вторичного сырья – рециркулятор. В зависимости от того, сколько газойля подвергается каталитическому крекингу, глубина крекинга может достигать 80-90%.
Отношение массы рециркулирующего газойля к массе свежего сырья называется коэффициентом рециркуляции; оно изменяется от нуля до 2,3 при крекинге с рециркуляцией.
Глубина крекинга возрастает с увеличением коэффициента рециркуляции. Характерно, что выход жидких углеводородов,включая фракцию С3-С4, увеличивается до глубины крекинга 80%, а затем снижается. Если же выделить фракцию С3- С4, то сумма получаемых жидких продуктов по мере увеличения глубины крекинга непрерывно снижается, в данном случае до 62,9 объемн.%. По мере увеличения глубины крекинга выход газойля падает, а при 100%-ной глубине крекинга становится равным нулю.
Объемная скорость. Отношение объема сырья, подаваемого в реактор за 1 ч, к объему катализатора, находящегося в зоне крекинга, называется объемной скоростью. Обычно на одну весовую единицу катализатора, находящегося в зоне крекинга, подается от 0,6 до 2,5 вес. ед. сырья в час. Часто объемную скорость выражают в объемных единицах — объем/ (объем*ч) или м3/(м3*ч) и записывают в виде ч-1
Кратность циркуляции катализатора. В системах каталитического крекинга с циркулирующим пылевидным или микросферичёским катализатором на 1 т поступающего в реактор сырья вводится 7-20 т регенерированного катализатора, а на установках каталитического крекинга, где применяются крупнозернистые катализаторы (частицы диаметром 3—6мм),—от 2 до 5—7 т в зависимости от конструкции установки. Указанное отношение (7— 20 т/т) называют весовой кратностью циркуляции катализатора. Иногда это соотношение выражают в объемных единицах, тогда оно называется объемной кратностью циркуляции катализатора.
Следует различать кратность циркуляции катализатора по свежему сырью и по всей загрузке реактора (свежее сырье плюс рециркулят). В последнем случае при одном и том же количестве катализатора кратность циркуляции будет меньше.
Жесткость крекинга. Известно, что снижение объемной скорости так.же как и увеличение, кратности циркуляции катализатора, способствует повышению выхода бензина и глубины крекинга. Влияние этих параметров на глубину крекинга можно выразить отношением кратности циркуляции к объемной скорости. Это отношение называется фактором жесткости крекинга. Фактор жесткости может быть вычислен по свежему сырью реактора и по суммарной загрузке реактора (свежее сырье плюс рециркулирующий газойль).
Эффективность крекинга. Отношение суммарного выхода (в объемных или весовых процентах) дебутанизированного бензина и фракции С4 к глубине крекинга исходного сырья (в объемных или весовых процентах) именуют эффективностью крекинга. Эффективность (коэффициент) обычно равна 0,75—0,8, если она была подсчитана на основе весовых процентов.
В результате каталитического крекинга на установках получают до 15 вес.% газа, содержащего водород, аммиак и легкие углеводороды, 30—55 вес.% высокооктанового компонента автомобильного бензина (или 27—50 вес.% авиационного бензина), 2—9 вес.% кокса и легкий и тяжелый газойли. Газ после очистки и газофракционирования используется для технологических или бытовых нужд. Компоненты автомобильного (или авиационного) бензина после стабилизации компаундируются с другими компонентами и используются в качестве товарных топлив. Легкий газойль используется как компонент дизельного топлива (при необходимости — после гидроочистки) или, вместе с тяжелым газойлем, как сырье для получения сажи или приготовления сортовых мазутов.
3. Химические основы процесса. При каталитическом крекинге протекают реакции расщепления, алкилирования, изомеризации, ароматизации, полимеризации, гидрогенизации и деалкилирования. Некоторые из них являются первичными, но большинство—вторичными.
Крекинг парафинов. При крекинге парафиновых углеводородов нормального строения доминируют реакции разложения. Продукты крекинга состоят главным образом из парафиновых углеводородов более низкого молекулярного веса и олефинов. Выход олефинов увеличивается с повышением молекулярного веса сырья. Термическая стабильность парафиновых углеводородов понижается с увеличением молекулярного веса. Тяжелые фракции нефтепродуктов являются менее стабильными и крекируются значительно легче, чем легкие фракции. Наиболее часто разрыв молекул происходит в ее средней части.
Механизм каталитического крекинга—карбоний-ионный. Согласно этому механизму, часть молекул парафинов подвергается термическому расщеплению, а образующиеся олефины присоединяют протоны, находящиеся на катализаторе, и превращаются в карбоний-ионы. Карбоний-ионы являются агентами распространения цепной реакции. В результате целого ряда превращений образуются парафиновые углеводороды меньшего молекулярного веса, чем исходные, и новые большие карбоний-ионы, которые затем расщепляются.
Реакции дегидрогенизации при крекинге высокомолекулярных парафинов играют незначительную роль. Однако процесс дегидрогенизации низкомолекулярных парафинов, особенно газообразных, имеет практическое значение для превращения малоценных газообразных продуктов в ценные — олефины.
При крекинге парафиновых углеводородов нормального строения протекают и вторичные реакции с образованием ароматических углеводородов и кокса. Много ароматических углеводородов при каталитической ароматизации получается из парафинов, структура которых допускает образование бензольного кольца.
Изопарафиновые углеводороды крекируются легче. Водорода и метана при этом получается больше, чем при крекинге нормальных парафинов, а углеводородов С3 и С4 (газа) - меньше. Фракции С4, С5 и С6 содержат меньше олефинов вследствие того, что насыщение сильно разветвленных молекул непредельных углеводородов достигается легче, чем для неразветвленных.
Крекинг нафтенов. При крекинге нафтенов одновременно может происходить отщепление боковых цепей. На первой стадии нафтеновые углеводороды с длинными алкильными цепями превращаются в алкилнафтеновые или алкилароматические углеводороды со сравнительно короткими боковыми цепями. Короткие алкильные цепи, особенно метильный и этильный радикалы, термически стабильны и в условиях промышленного каталитического крекинга уже не отщепляются.
Алкильные боковые цепи алкилнафтеновых углеводородов расщепляются с образованием парафинов и олефинов, которые вместе с низкомолекулярными моноциклическими нафтеновыми углеводородами и деалкилированными ароматическими углеводородами составляют конечные продукты крекинга.
Крекинг ароматических углеводородов сопровождается деалкилированием и конденсацией. При деалкилировании алкилароматических углеводородов получаются парафины, олефины и алкилароматические углеводороды с более короткими боковыми цепями. Разрыв связи углерод - углерод происходит непосредственно у кольца, но такое деалкилирование не протекает интенсивно, если алкильная цепь содержит менее трех углеродных атомов. Реакционная способность углеводородов возрастает с увеличением молекулярного веса, но все же остается значительно меньшей, чем у изомерных моноалкилбензолов. Инициирование каталитического крекинга алкилароматических углеводородов, так же как и для парафиновых углеводородов, начинается с образования карбоний-иона в результате присоединения протона катализатора. Между молекулами ароматических углеводородов или между ними и олефинами (или другими непредельными углеводородами) происходит конденсация. В результате образуются полициклические ароматические углеводороды вплоть до асфальта и кокса, поэтому при переработке сырья со значительным содержанием полициклических углеводородов при одинаковой степени превращения образуется значительно больше кокса, чем при переработке сырья, содержащего преимущественно моноциклические ароматические углеводороды.
Крекинг олефинов, образующихся в результате расщепления парафиновых, нафтеновых и ароматических углеводородов, а также самих олефинов, является вторичной реакцией. Инициирование реакции крекинга, как и других реакций олефинов, происходит в результате образования карбоний-иона. Если этот ион достаточно велик (С6 или больше), то он может расщепляться в (β-положении с образованием олефина и меньшего (первичного) карбоний-иона, а вновь образовавшийся ион, если это возможно, изомеризуется во вторичный или третичный ион. Если же карбоний-ион невелик (С3—С5), он превращается либо в олефин (в результате передачи протона катализатору или нейтральной молекуле олефина), либо в парафин (присоединяя гидрид-ион от нейтральной молекулы).
Изомеризация олефинов. При изомеризации олефинов могут происходить миграция двойной связи, скелетная и геометрическая V изомеризация. Возможность изомеризации является важным преимуществом каталитического крекинга перед термическим: в результате изомеризации повышается октановое число бензиновых фракций и увеличивается выход изобутана, имеющего большую ценность как сырье для алкилирования.
Полимеризация и деполимеризация. Полимеризация олефинов также является важной реакцией. В сочетании с последующим крекингом полимеризация приводит к образованию олефинов и парафинов. Однако глубокая полимеризация ведет к образованию тяжелых продуктов, которые адсорбируются на катализаторе и разлагаются на кокс и газ. При высоких температурах (600 °С) и низких давлениях может протекать деполимеризация.
Циклизация и ароматизация. Вторичной реакцией олефинов, протекающей в более поздних стадиях процесса, является частичное их дегидрирование. В результате образуются диены или олефины расщепляются на диены и парафины. Вторичные реакции между олефинами и диенами могут привести к образованию циклопарафинов. Ароматические углеводороды получаются в результате дегидроциклизации циклоолефинов или нафтеновых углеводородов, образовавшихся в начальных стадиях процесса.
Прочие реакции. Реакцией, возможной в условиях каталитического крекинга, является алкилирование ароматических углеводородов. Оно нежелательно, так как образующиеся более тяжелые продукты способны алкилироваться дальше или конденсироваться с образованием кокса; при атом уменьшается выход бензина.
Крекинг сложных углеводородов может затрагивать какую-либо часть молекулы независимо от других ее частей. Например, длинные парафиновые цепи нафтеновых и ароматических углеводородов расщепляются так же, как если бы они были парафиновыми углеводородами с тем же числом атомов углерода в молекуле. Кольца нафтеновых или ароматических углеводородов не изменяются в том. процессе деалкилирования или расщепления парафиновых боковых цепей. Дегидрогенизация нафтеновых колец обычно происходит после частичного деалкилирования.
Обычно одним из лучших критериев интенсивности побочных реакций является отношение выходой бензина и кокса. Высокое отношение указывает на преобладание желательных реакций, разумеется, при условии, что октановое число бензина высокое. Низкое отношение выходов бензина и кокса указывает на интенсивное протекание нежелательных побочных реакций. К желательным реакциям относятся изомеризация, гидрирование, циклизация и ароматизация (неглубокая) олефинов; эти реакции ведут к высокому выходу парафиновых, углеводородов изостроения и ароматических углеводородов, выкипающих в пределах температуры кипения бензина, и высокому отношению изо- и нормальных парафиновых углеводородов. Нежелательные реакции (крекинг, дегидрогенизация и полимеризация олефинов, алкилирование и конденсация ароматических углеводородов) приводят к высоким выходам водорода и кокса, низкому выходу олефинов и к получению сравнительно тяжелых газойлей, при этом выход бензина и его октанового числа снижаются.
4. Сырье и продукты каталитического крекинга.
4.1.Сырье.
Основным сырьем промышленных установок каталитического крекинга являются атмосферные и вакуумные дистилляты первичной перегонки нефти. В зависимости от фракционного состава дистиллятное сырье можно отнести к одной из следующих групп.
Первая группа — легкое сырьё. К этой группе относятся дистилляты первичной перегонки нефти (керосино-соляровые и вакуумные). Средняя температура их кипения составляет 260—280 °С. относительная плотность 0,830—0,870, средний молекулярный вес 190—220. Легкие керосино-соляровые дистилляты прямой гонки являются хорошим сырьем для производства базовых авиационных бензинов, так как дают большие выходы бензинов при малом коксообразовании.
Вторая группа— тяжелое дистиллятное сырье. К этой группе относятся тяжелые соляровые дистилляты, выкипающие при температурах от 300 до 550°С или в несколько более узких пределах, а также сырье вторичного происхождения, получаемое на установках термического крекинга и коксования (флегма термического крекинга и газойль коксования). Их средние молекулярные веса приблизительно в 1,5 раза выше, чем у легких видов сырья, а именно 280—330 вместо 190—220. В противоположность легкому сырью, тяжелое дистиллятное сырье перед направлением в реактор или в узел смешения с горячим катализатором в парообразное состояние переводят не целиком. Тяжелые соляровые дистилляты с относительной плотностью 0,880—0,920, как правило, используются для производства автомобильных бензинов.
Третья группа — сырье широкого фракционного состава. Это сырье можно рассматривать как смесь дистиллятов первой и второй групп; оно содержит керосиновые и высококипящие соляровые фракции, а также некоторые продукты, получаемые при производстве масел и парафинов (экстракты, гачи, петролатумы, легкоплавкие парафины и др.). Предел выкипания дистиллятов третьей группы 210—550 °С.
Четвертая группа — промежуточное дистиллятное сырье. Оно представляет собой смесь тяжелых керосиновых фракций с легкими и средними соляровыми фракциями и имеет пределы выкипания - 250—470 °С. К ним можно отнести также и смеси, перегоняющиеся в более узких пределах, например 300—430 °С. Промежуточное сырье используется для получения автомобильных и авиационных базовых бензинов.
Керосиновые и соляровые дистилляты, вакуумные дистилляты прямой перегонки нефти являются хорошим сырьем для каталитического крекинга. Это же относится и к легкоплавким парафинам (отходам от депарафинизации масел).
Менее ценное сырье—экстракты, получаемые при очистке масляных дистиллятов избирательными растворителями так как они содержат много труднокрекируемых ароматических углеводородов. Во избежание сильного коксообразования экстракты крекируют в смеси с прямогонными соляровыми дистиллятами.
Реже в качестве сырья для каталитического крекинга используются нефти и остаточные нефтепродукты (без предварительной очистки).
При каталитическом крекинге дистиллятов прямой гонки образуется больше бензина и меньше кокса, чем при крекинге подобных (по фракционному составу) дистиллятов с установок термического крекинга и коксования. При каталитическом крекинге тяжелых вакуумных дистиллятов, мазутов и других смолистых остатков образуется много кокса. Кроме того, содержащиеся в таком сырье сернистые, азотистые и металлорганические соединения отравляют катализатор. Поэтому высокосмолистые мазуты и тем более гудроны каталитическому крекингу не подвергают.
4.2. Продукты каталитического крекинга.
Количество и качество продуктов каталитического крекинга зависят от характеристики перерабатываемого сырья и катализаторов, а также от режима процесса. На установках каталитического крекинга получают жирный газ, нестабильный бензин, легкий и тяжелый каталитические газойли. Иногда предусмотрен отбор легроина.
Жирный газ, получаемый на установках каталитического крекинга характеризуется значительным содержанием углеводородов изостроения, особенно изобутана. Это повышает ценность газа как сырья для дальней шей переработки.
Жирный газ установки каталитического крекинга и бензин для удаления из него растворенных легких газов поступают на абсорбционно-газофракционирующую установку1. Работа этой установки тесно связана с работой установки каталитического крекинга. Связь заключается не только в том, что на абсорбционно-газофракционирующую установку поступают легкие продукты с установки каталитического крекинга, но и в технологической взаимозависимости обеих установок. Так, с увеличением количества газа, образующегося при крекинге, необходимо вводить в работу дополнительный компрессор на абсорбционно-газофракционирующей установке во избежание повышения давления на установке каталитического крекинга. С увеличением температуры конца кипения нестабильного бензина приходится изменять режим бутановой колонны, чтобы не снизить глубину отбора бутан-бутиленовой фракции.
Сухой газ, получаемый после выделения бутан-бутиленовой и пропан-пропиленовой фикций, большей частью используется как энергетическое топливо.
Нестабильный бензин. При каталитическом крекинге можно вырабатывать высокооктановый автомобильный бензин или сырье для получения базового авиационного бензина путем каталитической очистки.
При производстве базового авиационного бензина исходным сырьем являются керосиновые и легкие соляровые дистилляты первичной перегонки нефти или их смеси, выкипающие в пределах 240—360 °С. Сначала получают бензин с концом кипения 220-245 °С (так называемый мотобензин). После стабилизации этот бензин поступает на дальнейшую переработку—каталитическую очистку (вторая ступень каталитического крекинга), на которой получают базовый ави.ационный бензин. Последний, в результате каталитической очистки, содержит, по сравнению с автомобильным бензином, значительно меньше олефинов и больше ароматических углеводородов, что соответственно повышает стабильность и октановое число авиационного бензина.
Базовые авиационные бензины в зависимости от свойств перерабатываемого сырья и условий процесса имеют октановые числа по моторному методу от 82 до 85, а с добавкой этиловой жидкости(3—4мл на 1 кг бензина)—от 92 до 96.
При производстве автомобильного бензина в качестве исходного сырья, как правило, используются дистилляты, полученные при вакуумной перегонке нефти и выкипающие при 300—550°С или в несколько более узких пределах. Получаемые на установках каталитического крекинга автомобильные бензины имеют октановые числа по моторному методу 78—82 (без добавки этиловой жидкости), а по исследовательскому методу 88—94 без этиловой жидкости и 95—99 с добавлением 0,8мл ТЭС на 1л.
Нестабильный бензин каталитического крекинга подвергают физической стабилизации с целью удаления растворенных в нем легких углеводородов, имеющих высокое давление насыщенных паров.
Из стабильных бензинов каталитического крекинга приготовляют авиационные бензины или используют их как высокооктановые компонента для приготовления автомобильных бензинов разных марок. Компоненты автомобильного бензина каталитического крекинга в нормальных условиях хранения достаточно химически стабильны.
Автомобильные бензины представляют собой, как правило, смеси многих компонентов. Среди них есть фракции, полученные в разных процессах, в том числе и высокооктановые продукты каталитического крекинга. В зависимости от марки бензина состав компонентов может колебаться в широких пределах. Так же, как и при приготовлении авиационных бензинов, в пределах, разрешенных стандартом, к автомобильным бензинам (кроме бензина А-72) допускается добавление этиловой жидкости.
Для обеспечения нормальной работы более экономичных двигателей с высокими степенями сжатия все больше вырабатывается высококачественных автомобильных бензинов АИ-93 и АИ-98. Эти бензины имеют октановые числа по исследовательскому методу соответственно 93 и 98 пунктов; максимально допустимая концентрация тетраэтилсвинца в бензинах не должна превышать 0,82 г на 1 кг бензина, температура конца кипения их не должна быть выше 195°С. Бензины АИ-93 и АИ-98 обладают хорошей стабильностью, что позволяет хранить их длительное время.
Легкий газойль. Легкий каталитический газойль (дистиллят с н. к. 175—200 °С и к. к. 320—350 °С) по сравнению с товарными дизельными фракциями имеет более низкое цетановое число и повышенное содержание серы. Цетановое число легкого каталитического газойля, полученного из легких соляровых дистиллятов парафинового оснований, составляет 45—56, из нафтеноароматических дистиллятов—25—35. При крекинге более тяжелого сырья цетановое число легкого газойля несколько выше, что объясняется меньшей глубиной превращения. Цетановые числа с повышением температуры крекинга снижаются. Легкие каталитические газойли содержат непредельные углеводороды и значительные количества .(28—55%) ароматических углеводородов. Температура застывания этих газойлей ниже, чем температура застывания сырья, из которого они вырабатываются.
На качество легкого газойля влияет не только состав сырья, но и катализатор и технологический режим. С повышением температуры выход легкого каталитического газойля и его цетановое число уменьшаются, а содержание ароматических углеводородов в нем повышается. Понижение объемной скорости, сопровождающееся углублением крекинга сырья, приводит к тем же результатам. При крекинге с рециркуляцией выход легкого газойля снижается (в большинстве случаев он подается на рециркуляцию), уменьшает его цетановое число и возрастает содержание в нем ароматических углеводородов.
Легкие каталитические газойли используются в качестве компонентов дизельного топлива в том случае, если смешиваемые компоненты дизельного топлива, получаемые при первичной перегонке нефти, имеют запас (превышение) по цетановому числу и содержат серы в количестве ниже нормы. В других случаях легкий газойль используют лишь в качестве сырья (или его компонента) для получения сажи (взамен зеленого масла) или в качестве разбавителя при получении мазутов. Возможно и комбинированное использование легкого газойля, В этом случае его подвергают экстракции одним из растворителей, применяемых в производстве масел селективным методом. Легкий газойль, частично освобожденный от ароматических углеводородов, после отгонки растворителя (рафинат) имеет более высокое цетановое число, чем до экстракции, и может быть использован в качестве дизельного топлива; нижний слой, содержащий большую часть ароматических углеводородов, также после отгонки растворителя (экстракт) может быть использован в качестве сырья для получения высококачественной сажи.
Тяжелый газойль. Тяжелый газойль является остаточным продуктом каталитического крекинга. Качество его зависит от технологических факторов и характеристик сырья, а также от качества легкого газойля. Тяжелый газойль может быть загрязнен катализаторной пылью; содержание серы в нем обычно выше чем в сырье каталитического крекинга. Тяжелый газойль используют либо при приготовлении мазутов, либо в качестве сырья для термического крекинга и коксования. В последнее время его использует как сырье для производства сажи.
5. Катализаторы крекинга.
Реакции каталитического крекинга протекают на поверхности катализатора. Направление реакций зависит от свойств катализатора, сырья и условий крекинга. В результате крекинга на поверхности катализатора отлагается кокс, поэтому важной особенностью каталитического крекинга является необходимость частой регенерации катализатора (выжигание кокса).
Для каталитического крекинга применяются алюмосиликатные катализаторы. Это природные или искусственно полученные твердые высокопористые вещества с сильно развитой внутренней поверхностью.
В заводской практике применяют алюмосиликатные активированные природные глины и синтетические алюмосиликатные катализаторы в виде порошков, микросферических частиц диаметром 0,04—0,06 мм или таблеток и шариков размером 3—6мм. В массе катализатор представляет собой сыпучий материал, который можно легко транспортировать Потоком воздуха или углеводородных паров.
На установках крекинга применяются следующие алюмосиликатные катализаторы.
1. Синтетические пылевидные катализаторы с частицами размеров 1—150 мк.
2. Природные микросферические или пылевидные катализаторы, приготовляемые из природных глин (бентониты, бокситы и некоторые другие) кислотной и термической обработкой или только термической обработкой. Размеры частиц те же, что указаны в п. 1. По сравнению с синтетическими, природные катализаторы менее термостойки и имеют пониженную активность.
3. Микросферический формованный синтетический катализатор с частицами размером 10-150 мк. По сравнению с пылевидным, микросферический катализатор при циркуляции меньше измельчается и в меньшей степени вызывает абразивный износ аппаратуры и катализаторопроводов. Удельный расход его ниже, чем расход пылевидного катализатора.
4. Синтетический катализатор в виде стекловидных шариков диаметром 3—6 мм.
5. Природные и синтетические катализаторы с частицами размером 3—4мм искаженной цилиндрической. формы. Их часто называют таблетированными, они характеризуются меньшей прочностью, чем шариковые, и используются преимущественно на установках с неподвижным катализатором.
Указанные выше 5 типов катализаторов являются аморфными.
6. Синтетические кристаллические цеолитсодержащие катализаторы, содержащие окись хрома (что способствует лучшей регенерации), а также окиси, редкоземельных металлов (улучшающие селективность катализатора и увеличивающие выход бензина с некоторым улучшением его свойств). Они вырабатываются гранулированными—для установок с нисходящим потоком катализатора — и микросферическими — для установок в кипящем слое.
II. КАТАЛИТИЧЕСКИЙ РИФОРМИНГ.
1.Назначение процесса. В настоящее время каталитический риформинг стал одним из-ведущих процессов нефтеперерабатывающей и нефтехимической промышленности.С его помощью удается улучшать качество бензиновых фракций и получать ароматические углеводороды) особенно из сернистых и высокосернистых нефтей. В последнее время были разработаны процессы каталитического риформинга для получения топливного газа из легких углеводородов. Возможность выработки столь разнообразных продуктов привела к использованию в качестве сырья не только бензиновых фракций прямой перегонки нефти, но и других нефтепродуктов.
До массового внедрения каталитического риформинга применялся термический риформинг и комбинированный процесс легкого крекинга тяжелого сырья (мазута, полугудрона и гудрона) и термического риформинга бензина прямой перегонки. В дальнейшем термический риформинг прекратил свое существование ввиду низких технико-экономических показателей по сравнению с каталитическим. При термическом риформинге выход бензина на 20—27% меньше и октановое число его на 5—7 пунктов ниже, чем при каталитическом риформинге. Кроме того, бензин термического риформинга нестабилен.
Процесс каталитического риформинга осуществляют при сравнительно высокой температуре и среднем давлении, в среде водородсодержащего газа. Каталитический риформинг проходит в среде газа с большим содержанием водорода (70—80 объемн. %). Это позволяет повысить температуру процесса, не допуская глубокого распада углеводородов и значительного коксообразования. В результате увеличиваются скорость дегидрирования нафтеновых углеводородов и скорости дегидроциклизации и изомеризации парафиновых углеводородов. В зависимости от назначения процесса, режима и катализатора в значительных пределах изменяются выход и качество получаемых продуктов. Однако общим для большинства систем каталитического риформинга является образование ароматических углеводородов и водородсодержащего газа.
Назначение процесса каталитического риформинга, а также требования, предъявляемые к целевому продукту, требуют гибкой в эксплуатации установки. Необходимое качество продукта достигается путем подбора сырья, катализатора и технологического режима.
Получаемый в процессе каталитического риформинга водородсодержащий газ значительно дешевле специально получаемого водорода; его используют в других процессах нефтепереработки, таких, как гидроочистка и гидрокрекинг. При каталитическом риформинге сырья со значительным содержанием серы или бензинов вторичного происхождения, в которых есть непредельные углеводороды, катализатор быстро отравляется. Поэтому такое сырье перед каталитическим риформингом целесообразно подвергать гидроочистке. Это способствует большей продолжительности работы катализатора без регенерации и улучшает технико-экономические показатели работы установки.
2. Режим работы установок. На рисунке показана принципиальная схема установки каталитического риформинга. Рассмотрим режим работы отдельных ее узлов.
Перед каталитическим риформингом сырье подвергают гидроочистке рециркулирующим водородсодержащим газом. После гидроочистки продукты поступают в отпарную колонну 3. С верха ее выводятся сероводород и водяные пары, а с низа — гидрогенизат. Гидрогенизат вместе с рециркулирующим водородсодержащим газом нагревается в змеевиках печи 5 и поступает в реакторы 6 каталитического риформинга. Продукты, выходящие из зоны реакции, охлаждаются и разделяются в сепараторе 2 на газовую и жидкую фазы. Жидкие продукты фракционируют с целью получения компонента автомобильного бензина с заданным давлением насыщенных паров или других продуктов (например, сжиженного нефтяного газа, ароматических углеводородов и т. д.). Богатый водородом газ направляют на рециркуляцию, а избыток его выводят из системы и используют в других процессах.
Рассмотрим влияние давления, температуры и других факторов на результаты каталитического риформинга.
Давление. Высокое давление способствует более_длительной работе катализатора; частично это происходит вследствие того, что закоксовывание катализатора (в особенности платины) и чувствительность его к отравлению сернистыми и другими ядами значительно уменьшаются с повышением давления. Повышение давления увеличивает скорость реакций гидрокрекинга и деалкилирования, при этом равновесие сдвигается в сторону образования парафинов. Снижение рабочего, а следовательно, и парциального давления водорода способствует увеличению степени ароматизации парафиновых и нафтеновых углеводородов.
 Рис.Принципиальная
технологич.
схема установки
кат. риформинга.
Рис.Принципиальная
технологич.
схема установки
кат. риформинга.
Температура. Применительно к каталитическому риформингу повышение температуры способствует образованию ароматических углеводородов и препятствует протеканию обратной реакции, а также превращению некоторых изомеров нафтеновых углеводородов в парафиновые, которые легче подвергаются гидрокрекингу, С повышением температуры в процессе каталитического риформинга уменьшается выход стабильного бензина и снижается концентрация водорода в циркулирующем газе. Это объясняется тем, что при более высоких температурах увеличивается роль гидрокрекинга. С увеличением температуры возрастает выход более легких углеводородов — пропана, н-бутана и изобутана (очевидно, это происходит за счет усиления реакций гидрокрекинга углеводородов, как содержащихся в сырье, так и вновь образующихся в процессе каталитического риформинга). Увеличивается также содержание ароматических углеводородов в бензине и возрастает его октановое число. В результате увеличивается образование водорода и давление насыщенных паров бензина, возрастает и содержание в нем фракций, выкипающих до 100 °С.
Объемная скорость. Объемную скорость можно повысить, увеличив расход свежего сырья или уменьшив загрузку катализатора в реакторы. В результате уменьшается время контакта реагирующих и промежуточных продуктов с катализатором. С повышением объемной скорости увеличивается выход стабильного продукта и содержание водорода в циркулирующем газе, снижается выход водорода и легких углеводородов и, что особенно важно, уменьшается выход ароматических углеводородов. Таким образом, с повышением объемной скорости ресурсы ароматических, углеводородов при каталитическом риформинге снижаются, а выход бензина, хотя и увеличивается, но октановое число его становится меньше; давление насыщенных паров бензина и содержание в нем ароматических углеводородов и фракций, выкипающих до 100 °С, также уменьшаются.
С увеличением объемной скорости преобладающую роль в процессе начинают играть реакции, протекающие быстрее: дегидрирование нафтеновых углеводородов, гидрокрекинг тяжелых парафиновых углеводородов и изомеризация углеводородов С4 и С5. Что же касается реакций, требующих большого времени (дегидроциклизации, деалкилирования и гидрокрекинга легких углеводородов), их роль снижается.
Соотношение циркулирующий водородсодержащий газ: сырье можно регулировать в широких пределах. Нижний предел определяется минимально допустимым количеством газа, подаваемого для поддержания заданного парциального давления водорода, а верхний — мощностью газокомпрессорного оборудования.
Увеличение соотношения водородсодержащий газ: сырье проявляется в двух противоположных направлениях. Повышение парциального давления водорода подавляет реакции дегидрирования, но, с другой стороны, увеличение количества газа, циркулирующего через реактор, уменьшает падение в них температуры, в результате чего средняя температура катализатора повышается, и скорость протекающих реакций увеличивается. Влияние второго фактора — повышения температуры катализатора — преобладает. Для поддержания постоянного октанового числа риформинг-бензина, вероятно, необходимо снизить температуру на входе в реактор.
Жесткость процесса. В последнее время в теории и практике каталитического риформинга стали пользоваться понятием «жесткость». Жестким называют режим, обеспечивающий получение бензина с определенными свойствами (с определенным октановым числом, причем более высокому числу соответствует более жесткий режим каталитического риформинга).
В зависимости от жесткости риформинга октановое число бензина можно довести до 93—102 по исследовательскому методу без ТЭС. Чем выше октановое число, тем больше содержится в бензине ароматических углеводородов. В зависимости от исходного сырья это достигается за счет не только повышения температуры, но и путем изменения давления. Обычно в сырье много парафиновых углеводородов и получение бензинов с повышенными октановыми числами обусловлено повышением температуры и высокого давления. При риформинге высококачественного (с относительно большим содержанием нафтеновых углеводородов), но сравнительно редко встречающегося сырья тот же результат достигается при давлении около 25 ат и при несколько более высокой температуре.
Наибольшее практическое значение приобрели процессы каталитического риформинга на катализаторах, содержащих платину. Такие процессы осуществляются в среде водородсодержащего газа (70—90 объемн.% водорода) при следующих условиях: 470—530 °С, 10—40 ат, объемная скорость 1—Зч-1, соотношение циркулирующий водородсодержащий газ : сырье = 600—1800м3/м3.
3.Химические основы процесса. В начале 20 в. Н. Д. Белинский показал, что на платиновом и палладиевых катализаторах можно без побочных реакций проводить каталитическую дегидрогенизацию (дегидрирование) шестичленных нафтеновых углеводородов с образованием ароматических углеводородов. Дегидрогенизацию нафтеновых углеводородов при воздействии окислов металлов наблюдали в 1911 г. В. Н. Ипатьев с Н. Довлевичем и в 1932 г. В. Лозье и Дж. Воген.
В 1936 г. одновременно в трех лабораториях Советского Союза была открыта реакция дегидроциклизации парафиновых углеводородов в ароматические. Б. Л. Молдавский и Г. Д. Камушер осуществили эту реакцию при 450—470 °С на окиси хрома, В. И. Каржев, М. Г. Северьянов и А. Н. Снова— при 500— 550 °С на медь-хромовом катализаторе, Б. А. Казанский и А. Ф. Платэ осуществили дегидроциклизацию парафиновых углеводородов с применением платины на активированном угле при 304—310 °С. В дальнейших работах Б. А. Казанского с сотр. была показана возможность дегидроциклизации н-гексана в бензол с применением алюмохромокалиевого катализатора. Указанные исследования, положившие научные основы процесса каталитического риформинга, позволили разработать и осуществить ряд периодических и непрерывных процессов каталитического риформинга.
Ниже рассмотрены основные реакции, протекающие при каталитическом риформинге.
Дегидрирование нафтенов с образованием ароматических углеводородов можно показать на следующем примере:
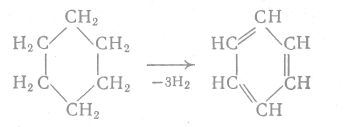
Реакция дегидрирования нафтенов играет весьма важную роль в повышении октанового числа бензина за счет образования ароматических углеводородов. Из нафтеновых углеводородов наиболее полно и быстро протекает дегидрирование шестичленных циклов.
Исходные нафтеновые углеводороды, содержащиеся в бензине, имеют октановые числа 65—80 пунктов по исследовательскому методу. При высоком содержании нафтеновых углеводородов в сырье резко увеличивается выход ароматических углеводородов, например выход бензола — на 30—40%. Увеличение октанового числа бензина во многом зависит от содержания в нем непревращенных парафиновых углеводородов, так как именно они значительно снижают октановое число. Вот почему дегидрирование нафтеновых углеводородов должно сопровождаться одновременным протеканием других реакций — только в этом случае можно достигнуть высокой эффективности каталитического риформинга.
При процессах каталитического риформинга протекают также реакции дегидрирования парафиновых углеводородов до олефинов, но это мало повышает октановое число бензина и снижает его стабильность при хранении. Реакция дополнительно усложняется тем, что разрыв связей углерод — углерод протекает в большей степени, чем разрыв связей углерод — водород. Кроме того, при температурах, необходимых для протекания дегидрирования парафинов, одновременно идет и циклизация этих углеводородов. Поэтому при дегидрировании парафиновых углеводородов часто вначале образуются нафтеновые (циклические) углеводороды, которые потом превращаются в ароматические:
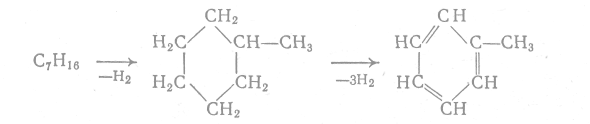
Иногда эти две стадии объединяют вместе, и тогда реакция носит название дегидроциклизации. Следует отметить, что дегидрирование парафинов (с образованием олефинов) протекает при более высокой температуре, чем дегидроциклизация.
В результате гидрокрекинга высокомолекулярных парафинов образуются два или несколько углеводородов с более низким молекулярным весом, например
![]()
поэтому иногда реакцию называют деструктивным гидрированием. Реакция гидрокрекинга высокомолекулярных углеводородов с образованием углеводородов меньшего молекулярного веса (наряду с гидрированием и дегидроциклизацией) может играть важную роль в повышении октанового числа бензина риформинга. Реакции гидрокрекинга, вероятно, протекают за счет передачи гидрид-ного иона катализатору с образованием карбоний-иона, последующее расщепление которого дает олефиновый углеводород и новый карбоний-ион. Положительное значение гидрокрекинга заключается в образовании низкокипящих жидких углеводородов с более высоким октановым числом и меньшей плотностью, чем исходное сырье.
Катализатор оказывает большое влияние на реакцию гидрокрекинга. Характер реакции можно изменять соответствующим выбором катализатора. В качестве примера можно отметить, что при гидрировании парафиновых углеводородов нормального строения в присутствии никеля на алюмосиликате протекает не только гидрокрекинг, но и изомеризация. Если водород заменить азотом, то изомеризация не протекает.
Изомеризация н-парафинов, протекающая при риформинге, приводит к образованию разветвленных углеводородов:
![]()
Следует отметить, что пентановые и гексановые фракции прямогонного бензина и без риформинга имеют сравнительно высокое октановое число. Изомеризация нормальных парафинов С7—С10 теоретически должна дать значительное повышение октановых чисел, но практически в существующих условиях каталитического риформинга эта реакция не протекает. Вместо нее указанные углеводороды вступают в реакции гидрирования и гидрокрекинга. Поэтому реакция изомеризации играет при процессах каталитического риформинга лишь подсобную роль. Например, ароматизация замещенных пятичленных нафтенов основывается, как указывалось выше, на способности катализатора изомеризовать эти нафтены в шестичленные, которые наиболее легко дегидрируются до ароматических углеводородов.
Дегидроциклизацию парафинов можно показать и на следующем примере
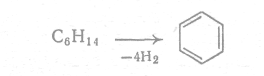
т. е. из одной молекулы н-гексана образуются одна молекула бензола и четыре молекулы водорода, и общий объем образовавшихся продуктов в 5 раз превышает объем непревращенного н-гексана. Дегидроциклизация парафинов с образованием ароматических углеводородов стала одной из важнейших реакций каталитического риформинга.
Каталитическая дегидроциклизация парафинов протекает с предпочтительным образованием гомологов бензола с максимальным числом метильных заместителей в ядре, которое допускается строением исходного углеводорода. При увеличении молекулярного веса парафиновых углеводородов реакция дегидроциклизации облегчается .
Возможные пути перехода от парафиновых углеводородов к ароматическим можно выразить следующей схемой;
Каталитическая дегидроциклизация парафиновых углеводородов осуществляется в присутствии эффективного катализатора. В настоящее время изучено большое количество катализаторов. Наибольшее применение имеют окиси хрома и молибдена на носителях в присутствии добавок (платина, палладий, церий и кобальт). Установлено, что дегидроциклизация на алюмохромовом катализаторе в значительной степени подвержена влиянию давления: при низких давлениях степень превращения сырья повышается. В противоположность этому, на алюмомолибденовых катализаторах степени превращения при высоких и низких давлениях примерно одинаковы.
В присутствии платинового катализатора возможны два механизма дегидроциклизации: 1) непосредственное образование ароматических углеводородов из парафинов и 2) образование шести-членных нафтенов с их последующей дегидрогенизацией. В присутствии окисных катализаторов парафиновые углеводороды могут превращаться в ароматические углеводороды и через олефины. В последнее время Б. А. Казанский с сотр. разработал и рекомендовал алюмохромокалиевый катализатор для реакций дегидрирования и дегидроциклизации различных углеводородов. Испытания этого катализатора на лабораторных и пилотных установках показали его высокие качества.
Процесс дегидроциклизации н-парафинов обладает рядом преимуществ и в сочетании с процессом риформинга может быть успешно использован в промышленности. Выход бензола в этом процессе в 2—3 раза превосходит его выход при риформинге.
Реакции ароматических углеводородов. При каталитическом риформинге некоторая часть ароматических углеводородов (содержащихся в сырье и образующихся в процессе риформинга) разлагается. В жестких условиях процесса парафины нормального строения превращаются в ароматические углеводороды, но в результате дегидроциклизации средний молекулярный вес образующихся ароматических углеводородов оказывается меньше, чем у ароматических углеводородов, получаемых в мягких условиях. Уменьшение содержания ароматических углеводородов C9—С10 и выше при большой жесткости режима объясняется, вероятно, отщеплением боковых цепей и даже разрывом бензольного ядра. Примерная схема процессов, происходящих при каталитическом риформинге, следующая (на примере н-гептана):
Подбирая условия процесса, можно регулировать протекание указанных выше реакций. Получаемый при каталитическом риформинге бензин является смесью ароматических углеводородов с изопарафиновыми и вследствие этого обладает высокими антидетонационными свойствами. Он очень стабилен и почти не содержит серы.
4.Сырье и продукты каталитического риформинга.
4.1.Сырье
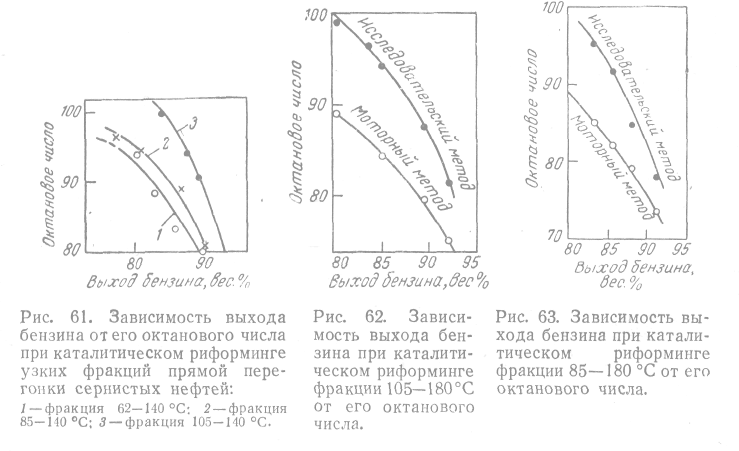
В качестве сырья для каталитического риформинга обычно используют бензиновые фракции первичной перегонки нефтей. Пределы выкипания этих фракций колеблются в широком интервале— от 60 до 210°С. Для получения ароматических углеводородов в большей части используют фракции, выкипающие при 60— 105 или при 60—140°С, а для получения высокооктановых автомобильных бензинов — фракции 85—180 °С. Иногда широкую фракцию, выделяемую на установке первичной перегонки нефти, дополнительно разгоняют на более узкие фракции на установках вторичной перегонки.
На рис. 61 показана зависимость октанового числа бензина от его выхода при каталитическом риформинге различных фракций (62—140, 85—140 и 105—140°С), полученных при первичной перегонке сернистых нефтей. С утяжелением сырья в пределах 85— 140 °С уменьшается содержание ароматических углеводородов и несколько снижается октановое число бензинов. Важно подчеркнуть, что между выходом бензина при риформинге и его октановым числом существует определенная зависимость — с повышением октанового числа (независимо от метода определения) выход бензина уменьшается. Эта же зависимость подтверждается данными приведенными на рис. 62 и 63. Сопоставление результатов рифор-минга фракций 85—140 °С (при 20 ат) и 140—180 °С (при 40 ат) с результатами риформинга широкой фракции 85—180 °С при 20 ат показывает, что в случае риформинга фракции 85—180 °С выход бензина с октановым числом 95 (по исследовательскому методу) возрастает на 2—2,5%.
Однако раздельный риформинг бензиновых фракций имеет некоторые преимущества: большая продолжительность работы катализатора без регенерации, лучшая маневренность в работе и т. д. Поэтому выбор того или иного варианта получения высокооктанового бензина определяется с учетом конкретных условий работы нефтеперерабатывающего завода. Весьма важно учитывать возможность и целесообразность получения ароматических углеводородов.
4.2. Продукты каталитического риформинга.
В процессе каталитического риформинга образуются газы и жидкие продукты (риформат). Риформат можно использовать как высокооктановый компонент автомобильных и авиационных бензинов или направлять на выделение ароматических углеводородов, а газ, образующийся при риформинге, подвергают разделению.
Высвобождаемый при этом водород частично используют для пополнения потерь циркулирующего водородсодержащего газа и для гидроочистки исходного сырья (если она есть), но большую же часть водорода с установки выводят.
Такой водород значительно дешевле специально получаемого. Именно этим объясняется его широкое применение в процессах, потребляющих водород, особенно при гидроочистке нефтяных дистиллятов..
Кроме водородсодержащего газа из газов каталитического риформинга выделяют сухой газ (C1—С2 или С1—С3) и сжиженные газы (Сз—С4); в результате получают стабильный дебутанизированный бензин.
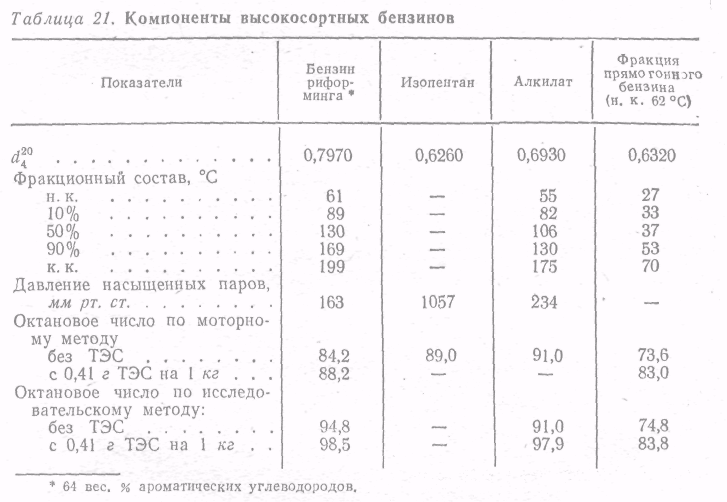
В ряде случаев на установке (в стабилизационной ее секции) получают стабильный бензин с заданным давлением насыщенных паров. Это имеет значение для производства высокооктановых компонентов автомобильного или авиационного бензина. Для получения товарных автомобильных бензинов бензин риформинга смешивают с другими компонентами (компаундируют). Смешение вызвано тем, что бензины каталитического риформинга содержат 60—70% ароматических углеводородов и имеют утяжеленный состав, поэтому в чистом виде они непригодны для использования. В качестве компаундирующих компонентов могут применяться легкие бензиновые фракции (н. к. 62 °С) прямой перегонки нефти, изомеризаты и алкилаты. Поэтому для увеличения производства высокооктановых топлив на основе бензинов риформинга необходимо расширять производства высокооктановых изопарафиновых компонентов. В табл. 21 приведены данные о составе высокооктановых автомобильных бензинов, полученных компаундированием соответствующих фракций каталитического риформинга и изопарафиновых компонентов.
Для получения автомобильного бензина с октановым числом 95 (по исследовательскому методу) риформинг-бензин должен иметь октановое число на 2—3 пункта больше. Это компенсирует уменьшение октанового числа бензина при разбавлении его изопарафиновыми компонентами.
С увеличением количества изокомпонента чувствительность бензина (разница в его октановых числах по исследовательскому и моторному методам) снижается, так как октановые числа чистых изопарафиновых углеводородов по моторному и исследовательскому методам практически совпадают
Было установлено, что подвергать изомеризации н-гексан, выделенный из рафината каталитического риформинга, нецелесообразно. Лучше получать изокомпонент из пентановой фракции бензина прямой перегонки нефти и выделять изогексановую фракцию из рафината каталитического риформинга.
5. Катализаторы риформинга.
5.1. Характеристика и свойства катализаторов.
Катализаторы риформинга обычно обладают двумя функциями: кислотной и дегидрирующей. В качестве катализаторов обычно используют платину на окиси алюминия. Кислотные свойства катализатора определяют его крекирующую и изомеризующую активность. Кислотность имеет особенно большое влияние при переработке сырья с большим содержанием парафиновых углеводородов: инициирование кислотными катализаторами реакций гидрокрекинга парафинов и изомеризации пятичленных нафтенов в шестичленные с последующей их дегидрогенизацией и дегидроциклизацией (в результате дегидрирующей способности катализатора) ведет к образованию ароматических углеводородов.
Платиновый компонент катализатора обладает дегидрирующей функцией. Он ускоряет реакции гидрирования и дегидрирования и, следовательно, способствует образованию ароматических углеводородов и непрерывному гидрированию и удалению промежуточных продуктов, способствующих коксообразованию. Содержание платины обычно составляет 0,3—0,65 вес.%; при снижении этой величины уменьшается устойчивость катализатора против ядов. Но и чрезмерное содержание металла нежелательно: при повышении концентрации платины усиливаются реакции деметилирования и расщепления нафтеновых углеводородов. Другим фактором, ограничивающим содержание платины в катализаторе, является ее высокая стоимость.
Таким образом, кислотная функция катализатора необходима для протекания реакций гидрокрекинга и изомеризации, а дегидрирующая— для процессов дегидрирования. Сочетание этих двух функций определяет качество бифункционального катализатора риформинга.
5.2. Промышленные катализаторы риформинга. В промышленности применяются следующие катализаторы: платиновые (носители— окись алюминия, промотированная фтором или хлором, алюмосиликат, цеолит и др.); палладиевые (носители те же, что и для платины); сернистый вольфрамоникелевый; окисный алюмомолиб-деновый (~ 10% окиси молибдена на окиси алюминия); алюмо-хромовый (32% окиси хрома и 68% окиси алюминия); алюмо-кобальтмолибденовый (молибдат кобальта на носителе — окиси алюминия, стабилизированной кремнеземом). Наиболее широкое применение нашли алюмоплатиновые катализаторы. В последнее время в состав катализаторов с платиной и палладием стали вводить редкоземельные элементы. Некоторое распространение получили также цеолитсодержащие катализаторы.
5.3. Требования к катализаторам. Катализаторы риформинга должны обладать высокой активностью в реакциях ароматизации; достаточной активностью в реакциях изомеризации парафинов; умеренной или низкой активностью в реакциях гидрокрекинга; высокой селективностью (показателем которой может служить выход риформата при заданном октановом числе или заданном выходе ароматических углеводородов); высокой активностью гидрирования продуктов уплотнения; термической устойчивостью и возможностью восстановления активности путем регенерации непосредственно в реакторах; устойчивостью к действию сернистых и азотистых соединений, кислорода, влаги, солей тяжелых металлов и других примесей; стабильностью (способностью сохранять первоначальную активность в течение продолжительного срока работы); невысокой стоимостью.
6. Классификация промышленных процессов. Промышленные процессы каталитического риформинга часто подразделяют на процессы на платиновых катализаторах и на катализаторах, не содержащих драгоценный металл.
Процессы каталитического риформинга можно классифицировать и по способу регенерации катализатора: без регенерации и с регенерацией. Регенеративные процессы в свою очередь можно разделить на процессы с непрерывной и периодической регенерацией катализатора; при такой классификации процессы характеризуются еще и состоянием катализатора. Неподвижный (стационарный) слой характерен для процессов с периодической регенерацией, а движущийся — для процессов с непрерывной регенерацией. Процессы с периодической регенерацией подразделяются на процессы с межрегенерационным периодом более 50 и менее 50 дней.
6.1.Типы установок
Реакции, протекающие при каталитическом риформинге, за исключением изомеризации, идут с поглощением тепла, поэтому в условиях промышленных установок проблема подвода тепла имеет исключительное значение. Первой установкой риформинга была установка гидроформинг на неподвижном алюмомолибденовом катализаторе (40-е годы), Процесс был разработан для получения толуола высокой чистоты, предназначенного для нитрования. После окончания второй мировой войны значительная часть установок риформинга была переведена на производство автомобильного бензина.
Промышленное применение платиновых катализаторов для риформинга началось с процесса платформинга (1949 г.). В дальнейшем было разработано много других типов установок каталитического риформинга.
Примером нерегенеративного каталитического риформинга может служить платформинг — процесс, осуществляемый в адиабатическом режиме на платиновом катализаторе. Сырье смешивается с циркулирующим водородсодержащим газом и, пройдя через теплообменники, поступает в печь. Тепло для реакции, протекающей в первом (головном) реакторе, подводится в первом змеевике печи промежуточного нагрева, что позволяет регулировать температуру потока на входе во второй реактор. Тепло, затрачиваемое на протекание эндотермических реакций во втором реакторе, подводится во втором змеевике печи промежуточного нагрева и т. д. Продукты реакции, выходящие из последнего реактора, через теплообменник поступают в холодильник, а затем в сепаратор. Часть газа, отделившаяся в сепараторе, возвращается в систему, а избыток выводится из системы. Жидкий продукт из сепаратора направляется в стабилизационную колонну
Примером каталитического риформинга с периодической регенерацией (продолжительность работы катализатора менее 50 дней) может служить процесс ультраформинга.Сырье с циркулирующим газом нагревается и проходит последовательно через пять реакторов, работающих в адиабатическом режиме, обеспечиваемом промежуточным нагревом сырья в печах. Имеется и резервный реактор, который включают в схему на период проведения регенерации в любом из остальных пяти реакторов.
III. ГИДРОГЕНИЗАЦИЯ.
1. Назначение процесса. Как известно, недостатком крекинга является образование кокса, что обусловливает значительное уменьшение выхода крекинг-бензина. Для устранения коксообразования при крекинге необходим ввод водорода, восполняющего убыль из-за разложения легких продуктов, богатых водородом. Поэтому логическим продолжением обычного крекинга является крекинг в присутствии водорода. Промышленные процессы такого типа именуются гидрогенизационными.
Гидрогенизация есть совокупность реакций присоединения водорода, протекающих под влиянием катализаторов в соответствующих условиях. Процессы гидрогенизации при нормальном давлении не нашли применения в нефтяной промышленности, так как они требуют очень «нежных» катализаторов (легко отравляемых сернистыми и другими вредными соединениями, всегда присутствующими в нефтепродуктах). При высокой температуре повышенное давление водорода не только предохраняет ароматические углеводороды от конденсации, но также способствует разложению нежелательных высококонденсированных ароматических углеводородов.
Гидрогенизационные процессы, применяемые в нефтяной промышленности, протекают в присутствии катализаторов при 250— 430 °С, 30—320 ат, объемной скорости 0,5—10 ч-1 и циркуляции водородсодержащего газа 360—600 м3/м3 сырья. При этом происходит разложение высокомолекулярных соединений, в том числе содержащих серу и азот, с образованием сероводорода и аммиака. Сероводород может образоваться также в результате реакций некоторых более простых сернистых соединений с водородом, содержащимся в циркулирующем газе. Катализаторы, применяемые при гидрогенизации, выполняют в основном две функции: гидрирующую (реакции с сернистыми, кислородными и азотистыми соединениями) и расщепляющую (крекирующую).
В зависимости от свойств катализатора, от режима, качества сырья и целевого продукта гидрогенизационные процессы значительно отличаются друг от друга. Эти процессы можно применять для синтеза ряда продуктов, например аммиака и метилового спирта. С ними связано, производство твердых жиров из жидких, а также получение более качественных продуктов из угольных и сланцевых смол.
В нефтеперерабатывающей промышленности применением гидрогенизационных процессов решена важная проблема переработки сернистых и высокосернистых нефтей с получением высококачественных нефтепродуктов и серы или серной кислоты. Направление и выбор конкретного процесса, как и подбор технологии, зависят от цели, которую ставят производственники. Основной целью гидрирования (или гидроочистки) обычно является улучшение качества продукта без значительного изменения его углеводородного состава. В других случаях требуется получать продукты с измененным углеводородным составом, и тогда приходится осуществлять процессы деструктивной гидрогенизации и гидрокрекинга.
В исследование гидрогенизационных процессов большой вклад внесли Н. Д. Зелинский, А. Е. Фаворский, С. В. Лебедев, С. А. Фокин, В. Н. Ипатьев, И. Д. Тиличеев, Д. И. Орочко, М. С. Немцов и В. П. Молдавский…
Большое значение имеет проблема обеспечения гидрогенизационных установок водородом. Расход водорода зависит от условий процесса и состава перерабатываемого сырья. Чем выше давление и содержание серы в сырье, тем больше расход водорода. Так, при увеличении давления в три раза расход водорода возрастает в 3,2—3,3 раза. Расход водорода тем выше, чем большую роль в процессе играет крекирующая функция катализатора. Меньше всего водорода расходуется при гидроочистке дистиллятов, т. е. в процессах, где преобладает гидрирующая функция катализатора. При переработке фракций из одной и той же нефти расход водорода увеличивается по мере увеличения молекулярного веса фракции. Следует отметить, что специально получаемый водород значительно дороже водорода, получаемого при каталитическом риформинге.
2. Основные параметры процессов. К основным параметрам гидрогенизационных процессов, как и других каталитических процессов, описанных ранее, относятся температура, давление, объемная скорость подачи сырья, количество циркулирующего водородсодержащего газа и содержание в нем водорода.
Температура. С повышением температуры жесткость процесса возрастает, что приводит к снижению содержания серы, азота, кислорода и металлов в продуктах гидрогенизации. По мере повышения температуры расход водорода увеличивается, а затем может несколько снизиться, так как могут начаться реакции дегидрирования. Однако до этого момента расход водорода возрастает весьма быстро при увеличении температуры. Поэтому рекомендуется поддерживать температуру процесса возможно более низкой, естественно, если это не отражается на качестве получаемых продуктов. При этом надо стремиться еще и к тому, чтобы свести к минимуму скорость отравления катализатора. При гидроочистке температуру поддерживают в пределах 260—415 °С. Если температура выше, например 400—455 °С, преобладающими становятся реакции гидрокрекинга.
Давление в гидрогенизационных процессах следует рассматривать комплексно — учитывать общее давление в системе и парциальное давление водорода в циркулирующем газе. С повышением парциального давления водорода увеличивается скорость гидрирования и достигается более полное удаление серы, азота, кислорода и металлов, а также насыщение непредельных углеводородов; на катализаторах, вызывающих деструкцию (гидрокрекинг), снижается содержание ароматических углеводородов и асфальтенов и уменьшается закоксованность катализаторов, что увеличивает срок их службы. Целесообразно также поддерживать содержание водорода в циркулирующем газе на максимально возможном уровне.
Влияние парциального давления водорода на процесс гидроочистки показано на рисунке (см.ниже)
Процесс гидроочистки лучше вести при повышенном парциальном давлении водорода — в циркулирующем газе должно быть 75—90 объемн.% Н2 (во всяком случае, не менее 60 объемн,%).
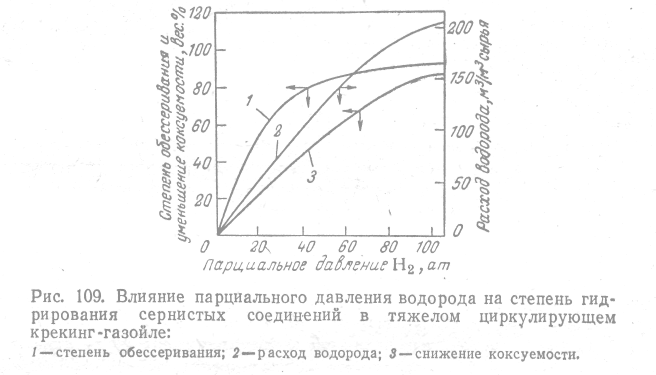
Рис. Влияние парциального давления водорода на степень гидрирования сернистых соединений в тяжелом циркулирующем крекинг-газойля:
1-степень обессеривания; 2-расход водорода; 3-снижение коксуемости.
Если ресурсы водорода недостаточны, чтобы поддерживать данный режим, парциальное давление водорода приходится снижать, а для уменьшения расхода водорода — повышать температуру. Последнее обеспечивает усиление дегидрогенизации нафтеновых углеводородов. Однако значительное повышение температуры усиливает реакции гидрокрекинга, что нежелательно, так как это уменьшает выход целевых продуктов и сокращает срок службы катализатора. Снижение давления в реакторах гидроочистки с 40—50 до 28—30 ат позволило сократить расход водорода на установке на 30% без ухудшения качества очистки. Межрегенерационныйный период работы катализатора составил восемь месяцев. В дальнейшем были разработаны условия процесса с меньшим потреблением водорода. Они благоприятствуют наилучшему дегидрированию нафтеновых углеводородов, способствуя в то же время частичной гидрогенизации сернистых и смолистых соединений.
.
Объемная скорость подачи сырья может сильно влиять на результаты гидрогенизации. Повышение скорости ведет к снижению интенсивности реакций, вследствие этого снижаются расход водорода и коксообразование. Чем легче продукт, подвергаемый гидрированию, тем более высокую объемную скорость можно поддерживать в процессе. Обычно объемную скорость поддерживают на уровне 0,5—7 ч-1.
При переработке продуктов, полученных из вторичных процессов, объемную скорость приходится снижать по сравнению со скоростью переработки продуктов такого же фракционного состава, но полученных при первичной переработке нефти. Так, при переработке фракции 240—350 °С первичной переработки сернистой нефти типа Ромашкинской объемную скорость можно поддерживать на уровне 4 ч-1, а при переработке такой же фракции и из той же нефти, но полученной на установках вторичной переработки (термического и каталитического крекинга), объемную скорость приходится снижать до 2—1,5 ч-1.
Важное значение имеет и содержание серы в перерабатываемом сырье: чем оно выше, тем ниже должна быть объемная скорость, так как скорость гидрирования органических сернистых соединений выше, чем для других соединений (за исключением кислородсодержащих).
Выбор объемной скорости в значительной степени зависит от природы и фракционного состава сырья, а также от технологии его получения (первичная перегонка или вторичные процессы). При переработке того или иного сырья необходимо выдерживать объемные скорости, соответствующие данному сырью. Если на установку направляется новый вид сырья, приходится менять объемную скорость; при этом меняется производительность установки и другие параметры технологического режима. Если новое сырье, по сравнению с ранее перерабатываемым, позволяет повысить объемную скорость, производительность установки будет повышаться.
При неизменных температурах, объемной скорости и общем давлении соотношение циркулирующего водородсодержащего газа и сырья влияет на долю испаряющегося сырья, парциальное давление водорода и продолжительность контакта с катализатором.
Скорость реакции. Хотя скорости реакций гидрогенизации различных нефтепродуктов изучены недостаточно, некоторые закономерности все же выявлены. Как правило, кислородсодержащие соединения гидрируются легче, чем сернистые с такими же углеводородными радикалами, а эти, в свою очередь, легче, чем соответствующие азотсодержащие соединения. На активных катализаторах, если в сырье нет катализаторных ядов, обеспечивается гидрирование непредельных углеводородов. Скорость гидрирования зависит не только от режима, но и от фазового состояния, активности и структуры катализатора.
Температура влияет не только на скорость реакций, протекающих на поверхности катализатора, но и на диффузию (особенно в
гетерофазных системах) к активным центрам внутри катализатора. Вследствие увеличения летучести углеводородов при повышении температуры уменьшается количество жидкой фазы, что ведет к увеличению скорости диффузии. Повышение температуры в целях увеличения скорости реакции может привести к нежелательным реакциям, что значительно снижает выход целевых продуктов в результате образования большого количества газа и кокса.
3. Химические основы процесса. При различных гидрогенизационных процессах протекает большое число реакций. Как правило, с повышением температуры усиливаются реакции гидрокрекинга, т. е. реакции, при которых происходит разрыв связей С—С, например деалкилирование, разрыв колец, разрыв цепей. Если парциальное давление водорода недостаточно высоко, одновременно происходит также разрыв связей С—Н, сопровождающийся выделением Н2 и образованием олефинов и ароматических углеводородов.
В реакциях гидрирования непредельные углеводороды, образующиеся в результате расщепления крупных молекул, присоединяют водород и превращаются в предельные углеводороды. В первую очередь гидрированию подвергаются диены. Олефины играют наибольшую роль в процессе, они легко гидрируются в присутствии катализаторов даже при обычной температуре. Однако большинство катализаторов, содержащих металлы, отравляется серой, поэтому на промышленных установках гидрирования олефинового сырья, содержащего сернистые соединения, применяют окислы или сульфиды молибдена, вольфрама или хрома, иногда в сочетании с окислами или сульфидами металлов VIII группы. Такие окисносульфидные катализаторы обладают высокой активностью при сравнительно умеренных температурах и повышенных давлениях. Ненасыщенные, особенно циклоолефиновые, соединения насыщаются значительно легче, чем ароматические. Правда, в отсутствие катализаторных ядов никель и платина способны гидрировать ароматические углеводороды при комнатной температуре.
Реакции гидрокрекинга очень сложны — наряду с расщеплением и гидрированием протекают изомеризация, разрыв и перегруппировка циклов, алкилирование, гидродеалкилирование и т. д. Исследования показали, что механизм гидрокрекинга сходен с механизмом каталитического крекинга, но усложнен реакциями гидрирования. Быстрое гидрирование олефиновых углеводородов, образующихся при крекинге, предотвращает образование кокса на катализаторе и обеспечивает поддержание крекирующей активности катализатора. Это, а также сравнительно высокое парциальное давление водорода в системе обусловливает быстрое протекание крекинга при более низких температурах, чем при обычном каталитическом крекинге, и обеспечивает более длительную работу катализатора без регенерации.
Гидрокрекинг парафинов с низким молекулярным весом при гидрировании нефтяных фракций нежелателен, так как он приводит к образованию легких углеводородов, вплоть до метана. При переработке высококипящих фракций и нефтяных остатков гидрокрекинг парафинов желателен, так как в результате 'образуются парафины, по температуре кипения соответствующие светлым нефтепродуктам. Такие реакции протекают под давлением и в присутствии окисных или сульфидных катализаторов. Скорость этих процессов лишь немногим больше скорости термического крекинга.
Гидрокрекинг олефинов протекает значительно легче, чем гидрокрекинг парафинов. Однако можно предполагать, что гидрокрекинг углеводородов обоих классов протекает с образованием одних и тех же промежуточных продуктов.
Нафтены расщепляются на углеводороды С3—С4, причем шестичленные нафтены в значительной степени изомеризуются в пятичленные; у некоторых, например у метилциклопентана, происходит раскрытие цикла без расщепления. Гидрокрекинг полициклических нафтенов, например декалина, протекает легче, чем гидрокрекинг соответствующих нормальных парафинов (C10H22); при этом получается относительно больше парафинов изостроения и моноциклических пятичленных нафтенов. Для производства высококачественного бензина наиболее важной реакцией при обычном гидрокрекинге является частичное гидрирование полициклических ароматических структур с последующим разрывом насыщенных колец и образованием замещенных моноциклических ароматических углеводородов. Боковые цепи, появляющиеся в результате такого разрыва, легко отщепляются.
Моноциклические ароматические углеводороды наряду с изопарафинами обусловливают высокие октановые числа бензина, и поэтому при гидрокрекинге желательно сохранить их непревращенными; в этом случае уменьшается и расход водорода.
При гидрокрекинге полициклических ароматических углеводородов образуются более легкие ароматические, нафтеновые и парафиновые углеводороды с большим содержанием парафиновых углеводородов изостроения (гидроизомеризация). В присутствии катализаторов, обладающих кислотными свойствами, гидроизомеризация протекает одновременно с другими реакциями гидрирования. При температурах выше 350 °С равновесие реакции смещается в сторону образования парафинов нормального строения, а не изопарафинов. Для нафтеновых углеводородов наблюдается обратное Влияние температуры. Гидроизомеризация при гидрокрекинге парафинов имеет большое значение, если ставится цель получать моторные топлива.
Органические соединения серы в условиях гидрогенизационных процессов превращаются в соответствующие углеводороды и сероводород; реакция может проходить через образование промежуточных сернистых соединений. Меркаптаны, сульфиды и дисульфиды легко гидрируются в сравнительно мягких условиях. В циклических сероорганических соединениях под воздействием водорода происходит насыщение с последующим разрывом кольца и образованием соответствующего парафинового или алкилароматического углеводорода. В качестве примера приведем две схемы преобразования более сложных сероорганических соединений — бензтиофенов и дибензтиофенов:
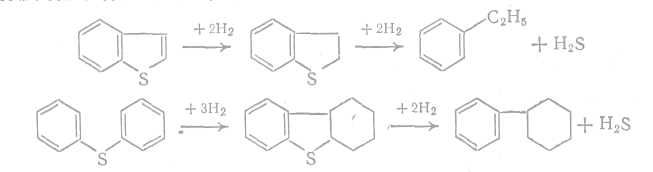
По мере роста молекулярного веса фракций полнота удаления азотсодержащих соединений уменьшается. На полноту удаления влияет также состав катализатора и носитель. При гидрокрекинге в присутствии дисульфида вольфрама на алюмосиликатном носителе наличие азотистых соединений в сырье частично подавляет реакции изомеризации вследствие образования аммиака и аминов. В промышленных процессах гидроочистки котельных и дизельных топлив и смазочных масел желательно достигнуть полного удаления азотсодержащих соединений основного характера, которые, как давно известно, являются причиной плохой стабильности нефтепродуктов — ухудшения цвета и образования нерастворимых осадков при хранении.
Кислородсодержащие органические соединения обычно легко вступают в реакции гидрирования с образованием соответствующих углеводородов и воды. В сложных смолистых и асфальтеновых веществах нефти и нефтяных остатков содержится много кислорода и поэтому превращение их в углеводородные продукты протекает значительно труднее. Из кислородсодержащих соединений наибольшее значение имеют смолы и асфальтены, которые при гидрогенизации превращаются в более низкомолекулярные углеводороды и воду. Кроме этих соединений в разном сырье могут присутствовать фенолы и нафтеновые кислоты, при гидрогенизации которых образуются соответствующие углеводороды и вода.
Промежуточные продукты крекинга нефти, содержащие высокоактивные молекулы, взаимодействуют с кислородом, образуя перекиси и другие промежуточные продукты окисления. Эти кислородные соединения обычно легко разрушаются при гидрировании.
Часто все три рассмотренных выше типа соединений присутствуют одновременно, а иногда все три гетероатома находятся в одной и той же молекуле. Такие молекулы содержатся в высококипящих фракциях и остаточных продуктах переработки нефти и угля. Они обычно содержат мало водорода и, кроме того, иногда связаны с металлами, присутствующими в нефтях.
Наряду с никелем в нефтях могут присутствовать другие металлы— железо, медь, алюминий, титан, ванадий, молибден и др. В нефтях и нефтепродуктах содержатся также и некоторые другие элементы, попавшие в них извне (при добыче нефти и ее переработке). Металлоорганические соединения разлагаются в присутствии активных катализаторов с выделением свободного металла, являющегося катализаторным ядом; он адсорбируется на поверхности катализатора, что снижает активность и избирательность катализатора.
Ванадий в процессе гидроочистки удаляется относительно легко, никель же удаляется несколько труднее. Высказывается предположение, что атомы ванадия концентрируются в наружных порах катализатора, а атомы никеля — во внутренних.
В присутствии обычных катализаторов в условиях, при которых происходит частичное превращение сернистых соединений, достигается практически полное превращение олефинов и кислородсодержащих соединений.
4.Разновидности гидрогенизационных процессов. Гидрогенизационные процессы в нефтеперерабатывающей промышленности применяются во все возрастающем объеме. Широкое развитие их обусловлено в основном повышением требований к качеству вырабатываемых нефтепродуктов и значительным объемом сернистых и высокосернистых нефтей, поступающих на переработку. Гидрогенизационные процессы имеют несколько разновидностей.
Деструктивная гидрогенизация — одно- или многоступенчатый каталитический процесс присоединения водорода под давлением, сопровождающийся расщеплением высокомолекулярных компонентов сырья и образованием низкомолекулярных углеводородов, используемых в качестве моторных топлив. В качестве сырья можно использовать бурые и каменные угли, остатки от перегонки коксовых, генераторных и первичных дегтей; остаточные продукты переработки нефти (мазут, гудрон, крекинг-остатки), а также тяжелые дистилляты первичной перегонки нефти (350—500 °С) и вторичных процессов (газойли крекингов и коксования); высокосернистую нефть и нефть с высоким содержанием асфальто-смолистых веществ.
Гидрокрекинг — одно- или двухступенчатый каталитический процесс (на неподвижном или движущемся слое), сопровождающийся расщеплением высокомолекулярных компонентов сырья и образованием углеводородов, позволяющих в зависимости от условий процесса и сырья получать широкую гамму продуктов: от сжиженных газов до масел и нефтяных остатков с низким содержанием серы. В качестве сырья можно использовать бензины (для получения сжиженного газа); керосино-соляровые фракции и вакуумные дистилляты (для получения бензина, реактивного и дизельного топлив); остаточные продукты переработки нефти (для получения бензина и реактивного и дизельного топлива); гачи и парафины (для получения высокоиндексных масел); высокосернистые нефти, сернистые и высокосернистые мазуты (для получения дистиллятных продуктов или топочного мазута с низким содержанием серы).
Недеструктивная гидрогенизация. Это одноступенчатый каталитический процесс, которому могут подвергаться все виды дистиллятного сырья. В результате они, не подвергаясь расщеплению, улучшают свои свойства: в основном освобождаются от непредельных углеводородов. В некоторых случаях так можно получить высококачественные продукты, например изооктан из диизобутилена. Кроме облагораживания нефтяных и других углеводородных фракций, недеструктивная гидрогенизация позволяет осуществлять ряд синтезов: с ее помощью получают синтетический бензин. Эта же реакция позволяет синтезировать также твердый парафин, церезин и метанол.
Гидроочистка—
одноступенчатый
процесс, проходящий
в наиболее
мягких, по сравнению
с гидрокрекингом
и деструктивной
гидрогенизацией,
условиях. Процесс
протекает при
380—430 °С, 30—66 ат,
циркуляции
водородсодержащего
газа 100—600 м3/м3
сырья
и объемной
скорости 3—10ч-1
с применением
катализатора
(обычно алюмокобальтмолибденовый
или алюмоникельмолибденовый).
Гидроочистке
(или гидрооблагораживанию)
может подвергаться
различное
сырье, получаемое
как при первичной
перегонке
нефти, так и
при термокаталитических
процессах, от
газа до масел
и парафина.
Наибольшее
применение
гидроочистка
имеет для
обессеривания
сырья каталитического
риформинга,
а также для
получения
реактивного
и малосернистого
дизельного
топлива из
сернистых и
высокосернистых
нефтей. При
гидроочистке
происходит
частичная
деструкция
в основном
сероорганических
и частично
кислородных
и азотистых
соединений.
Продукты разложения
насыщаются
водородом с
образованием
сероводорода,
воды, аммиака
и предельных
или ароматических
углеводородов.
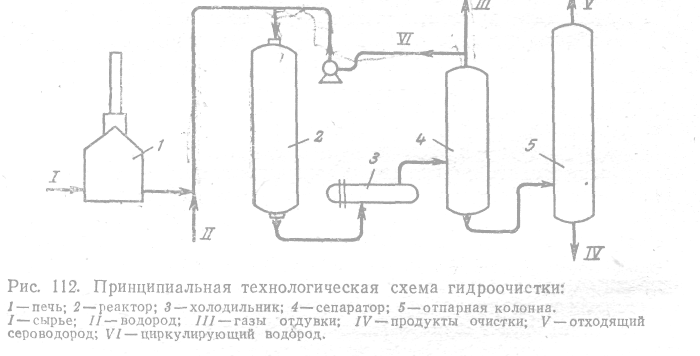
Гидродеалкилирование — процесс, проводимый в среде водорода при 20—70 ат и 540—760 °С (при более низких температурах необходим катализатор). Сущность его заключается в превращении алкилароматических углеводородов в соответствующие моноароматические со степенью превращения 60—90% (за один проход). Гидродеалкилированию могут подвергаться индивидуальные соединения (как толуол, ксилолы) и смеси различного состава. Наибольшее применение гидродеалкилирование нашло при получении ароматических углеводородов, в первую очередь бензола
Классификация промышленных установок. В настоящее время существует много различных систем и типов установок, на которых осуществляются гидрогенизационные процессы. Системы гидрогенизационных установок по состоянию катализатора можно разделить на две группы: системы, где катализатор в реакторе находится в неподвижном состоянии в одном или нескольких слоях, и системы с движущимся катализатором. Ко второй группе можно отнести следующие установки: где катализатор находится в псевдоожиженном состоянии, в виде пасты, в виде коллоидной суспензии.
Технологически гидрогенизационные процессы могут оформляться в одну и более ступеней. В зависимости от назначения процесса, а также от качества перерабатываемого сырья и конечной цели гидрогенизащюнные процессы имеют 1—3 ступени. Большинство процессов гидрирования и особенно гидроочистки имеет одну ступень. Некоторые системы гидрокрекинга имеют как одну, так и две ступени. Обычно две ступени нужны для тех процессов гидрокрекинга, где в качестве сырья используются более тяжелые нефтяные остатки, или тех процессов, цель которых максимальное получение более легких продуктов. В этом случае на первой ступени проводится очистка сырья от ядов сернистых и особенно азотистых соединений; в качестве катализаторов большей частью служат осерненные окиси вольфрама и никеля; на второй ступени происходят основные процессы гидрокрекинга с деструкцией углеводородов и образованием целевых продуктов.
Процессы гидрогенизации могут быть классифицированы и по принципу основного направления реакций: деструктивная гидрогенизация, гидрокрекинг, недеструктивная гидрогенизация, гидроочистка и деалкилирование.
5.Катализаторы гидрогенизационных процессов.
Катализаторы гидрогенизационных процессов выполняют несколько функций. Обычно различают гидрирующую, расщепляющую (крекирующую) и изомеризующую функции. Первую функцию обеспечивают металлы в основном VIII группы и окислы или сульфиды некоторых металлов VI группы периодической системы. Крекирующая функция обеспечивается носителем окисью алюминия, алюмосиликатами, магнийсиликатами или активированной глиной. Обычно носители выполняют также изомеризующую функцию. Если хотят повысить активность крекирующего компонента, прибегают к обработке катализатора галоидами фтором или хлором. Если необходимо усилить гидрирование, увеличивают содержание металла, способствующего гидрированию, или добавляют промоторы, обычно редкоземельные металлы. Следует подчеркнуть, что добавление галоидов способствует усилению не только крекирующей, но и изомеризующей способности. В некоторых случаях обе функции может выполнить одно соединение, например дисульфид вольфрама.
Иногда сульфиды и окислы металлов в свободном состоянии (без носителей) обнаруживают кислотные свойства. Примером может служить дисульфид вольфрама, обладающий каталитической активностью в реакциях гидроизомеризации и гидрокрекинга, а также в реакциях насыщения кратных связей в углеводородах.
5.1. Характеристика и свойства катализаторов.
Гидрирующие катализаторы можно разделить на следующие типы.
Металлы (платина, палладий, никель) в чистом виде или на носителях, применяемые в реакциях насыщения непредельных и ароматических углеводородов. Они позволяют вести процесс при низких температурах, однако в сырье не должно быть катализаторных ядов.
Окислы и сульфиды металлов (или их сочетания) на кислотных носителях окись алюминия или магния, кизельгур. Они применяются главным образом в реакциях насыщающего гидрирования в присутствии потенциальных катализаторных ядов.
Окислы и сульфиды металлов (или их сочетания) на кислотных носителях алюмосиликате, магнийсиликате, окиси алюминия (кислотной) или активированной глине. Эти катализаторы применяются чаще всего для проведения гидроизомеризации и гидрокрекинга.
Большой вред работе гидрогенизационных установок наносят так называемые каталитические яды. Как правило, элементы V группы (азот, фосфор, мышьяк, сурьма, висмут) и часть элементов VI группы (кислород, сера, селен, теллур) являются ядами для металлов VIII группы (железа, кобальта, никеля, платины, палладия). Яды блокируют активные центры катализатора, так как прочно адсорбируются на них или химически взаимодействуют с ними. При регенерации катализатора в результате окисления катализаторных ядов достигается их нейтрализация, однако лучшим способом борьбы с ядами является установление дополнительного (первого по ходу сырья) реактора, заполненного катализатором, для разложения или связывания отравляющих примесей.
Так как сернистые соединения присутствуют практически во всех видах сырья, следует применять катализаторы, стойкие к сере. Такими катализаторами являются сульфиды металлов. В большинстве современных процессов в качестве катализаторов используют кобальт или никель, смешанные с молибденом на пористом носителе (в основном окись алюминия); иногда применяют сульфидный никельвольфрамовый катализатор. Обычно катализаторы выпускаются в окисной форме; при гидрогенизации сернистого сырья окислы кобальта (или никеля) и молибдена полностью или частично переходят в сульфидную форму. Часто после загрузки катализатор «осерняют» предварительно обрабатывают сероводородом или сернистыми соединениями и водородом.
Молибденовые катализаторы, особенно переведенные в сульфидную форму, весьма активны в реакциях гидрирования, протекающих в результате разрыва связей С—S. То же действие оказывает, например, молибден с кобальтом на окиси алюминия; очень важно, что катализатор обладает высокой теплостойкостью это способствует удлинению срока его службы, С другой стороны, активность катализатора гидрокрекинга в отношении разрыва-связей С—С мала, вследствие чего образование низкскипящих продуктов при условиях, требуемых для удаления серы, незначительно.
Катализаторы гидрогенизационных процессов весьма разнообразны, но их можно классифицировать по назначению так: катализаторы гидроочистки нефтяных дистиллятов; катализаторы гидрокрекинга нефтяного сырья от нефти до мазута; катализаторы деалкилирования.
В качестве примера рассмотрим использование процессов гидрогенизации для получения масел.
Гибкость и универсальность гидрогенизационных процессов характерны не только при получении с их помощью топлив и сырья для химической промышленности, но и при получении масел. В производстве масел гидрогенизационные процессы могут применяться в различных модификациях. При гидроочистке депарафинированного масла в относительно мягких условиях не происходит ни превращения ароматических углеводородов, ни гидрокрекинга, но тем не менее выход и качество очищенного масла значительно превосходит эти показатели очистки смазочных масел глиной. Поэтому гидроочистка масел нашла широкое применение во всех странах мира.
Гидрирование фракций (в особенности полученных при переработке различных сернистых нефтей) в жестких условиях взамен селективной очистки, как показал ряд работ, технически осуществимо, но в настоящее время экономически не оправдано, за исключением получения специальных и высокоиндексных масел. Это объясняется тем, что гидрирование требует больших затрат, чем селективная очистка. Разница в затратах особенно сказывается тогда, когда в исходном сырье содержится много конденсированных ароматических углеводородов и для превращения их в соответствующие нафтены требуется проведение гидрирования именно в жестких условиях: с применением более высокого давления. В более мягком режиме удается получать масла со значительно более низким индексом вязкости, чем в жестком режиме. Поэтому в настоящее время гидрирование как метод получения масел взамен селективной очистки находит ограниченное применение. Однако в этой области ведутся исследования, в основном поиски катализатора, применение которого позволило бы снизить затраты (в том числе и за счет снижения необходимого давления в системе).
Список литературы:
Пичугин А.П. Переработка нефти. М., Гостоопттехиздат, 1960.
Смидович Е.В. Технология переработки нефти и газа. Часть вторая. М., «Химия», 1968.
Суханов В.П. Каталитические процессы в нефтепереработке. М., «Химия», 1973.
Орочко Д.И., Сулимов А.Д., Осипов Л.Н. Гидрогенизационные процессы в нефтепереработке. М., «Химия», 1971.
1 Иногда газовый блок является частью самой установки каталитического крекинга.