
Рефераты по геополитике
Рефераты по государству и праву
Рефераты по гражданскому праву и процессу
Рефераты по делопроизводству
Рефераты по кредитованию
Рефераты по естествознанию
Рефераты по истории техники
Рефераты по журналистике
Рефераты по зоологии
Рефераты по инвестициям
Рефераты по информатике
Исторические личности
Рефераты по кибернетике
Рефераты по коммуникации и связи
Рефераты по косметологии
Рефераты по криминалистике
Рефераты по криминологии
Рефераты по науке и технике
Рефераты по кулинарии
Рефераты по культурологии
Рефераты по зарубежной литературе
Рефераты по логике
Рефераты по логистике
Рефераты по маркетингу
Рефераты по международному публичному праву
Рефераты по международному частному праву
Рефераты по международным отношениям
Рефераты по культуре и искусству
Рефераты по менеджменту
Рефераты по металлургии
Рефераты по муниципальному праву
Рефераты по налогообложению
Рефераты по оккультизму и уфологии
Рефераты по педагогике
Рефераты по политологии
Рефераты по праву
Биографии
Рефераты по предпринимательству
Рефераты по психологии
Рефераты по радиоэлектронике
Рефераты по риторике
Рефераты по социологии
Рефераты по статистике
Рефераты по страхованию
Рефераты по строительству
Рефераты по схемотехнике
Рефераты по таможенной системе
Сочинения по литературе и русскому языку
Рефераты по теории государства и права
Рефераты по теории организации
Рефераты по теплотехнике
Рефераты по технологии
Рефераты по товароведению
Рефераты по транспорту
Рефераты по трудовому праву
Рефераты по туризму
Рефераты по уголовному праву и процессу
Рефераты по управлению
Реферат: Ознакомительной практике на ЗСМК
Реферат: Ознакомительной практике на ЗСМК
Министерство общего и профессионального образования
Российской Федерации
Сибирский государственный индустриальный университет
Кафедра литейного производства
Отчет
по ознакомительной практике
на ЗСМК.
Студент:………………………….
Группа: МЛА – 97
Руководитель практики
от института: Лубяной Д. А.
Руководитель практики
от завода: Лубяной Д. А.
Время прохождения
практики: 28.06.99. – 11.07.99.
Новокузнецк 1999
СОДЕРЖАНИЕ
1. Введение……………………………………………………….…..4
2. Общая характеристика завода и его история…………………...5
2.1 Источники сырья и топлива……………………………………..………..6
2.2 Основные виды продукции………………………………………...……..6
2.3 Основные и вспомогательные цехи и их взаимосвязь………………….6
3. Доменный цех……………………………………………………..8
3.1 Характеристика сырых материалов доменной плавки и порядок их складирования………………………………………………………………
3.2 Рудный двор и доставка сырья к доменной печи……………………….9
3.3 Назначение и устройство воздухонагревателей………………………..11
3.4 Основные процессы в доменной печи…………………………………..11
3.5 Продукты плавки: чугун, шлак, газ……………………………………..12
3.6 Выпуск и уборка чугуна и шлака………………………………………..13
3.7 контрольно-измерительная аппаратура доменной печи и ее назначение.
3.8 Основные технико-экономические показатели работы цеха………....15
4. Коксохимическое производство………………………..……...15
4.1 Подготовка угля перед коксованием…………………………..……….16
4.2 Шихтовка………………………………………………………………….17
4.3 Устройство коксовальных камер……………..………………………...17
4.4. Металлургический и литейный кокс и его назначение……….……..18
4.5 Разгрузка коксовальной камеры, тушение кокса. Сортировка….…...18
4.6 Побочные продукты коксохимического производства…………….....19
5. Конвертерный цех……………………………………………….20
6. Прокатный цех…………….……………………………………..21
7. Литейный цех…………………………………...……………….23
7.1 Шихтовый участок……………………………………………………….23
7.2 Плавильный участок……………………………………………………..24
7.3 Смесеприготовительный участок………………………………………25
7.4.Формовочный участок……………………………………………….….26
7.5 Обрубной участок………………………………………………………..27
7.6 Термообработка…………………………………………………………..27
7.7 Модельный участок………………………………………………………28
8. Список литературы………...……………………………………29
1. ВведениеЦель ознакомительной практики – знакомство с работой металлургического комбината на примере Западно-Сибирского Металлургического Комбината.
В ходе практики мы познакомились с работой:
· коксохимического производства,
· доменного цеха,
· конвертерного цеха,
· прокатного цеха,
· литейного цеха,
Ознакомились с функционированием данных цехов и их взаимосвязью.
Ниже приводится краткое описание работы этих цехов.
2. Общая характеристика завода и его история.Вопрос о строительстве второго металлургического комбината в Сибири был выдвинут Серго Орджоникидзе в 1933 году после посещения Кузнецкого металлургического комбината. В 1957 году утверждено проектное задание на строительство комбината в районе г. Новокузнецка, на Антоновской площадке. В мае 1957 года началось строительство жилого поселка и промышленной базы. В 1961 году был заложен фундамент под коксовую батарею, которая 1 октября 1963 года выдала первый кокс. 27 июля 1964 года был получен первый чугун. Этот день считается днем рождения комбината.
В апреле 1970 года введен в эксплуатацию непрерывный заготовочный стан и замкнут металлургический цикл.
Комбинат оснащен агрегатами большой единичной мощности. Для интенсификации металлургических процессов применяются кислород и природный газ.
В июле 1986 года была получена 100 миллионная тонна стали, а в июне 1987 года 100 миллионная тонна чугуна.
Решением трудового коллектива Западно-Сибирский металлургический комбинат преобразован в акционерное общество открытого типа “Запсибметкомбинат”.
Крупнейший в Сибири Западно-Сибирский металлургический комбинат уже 30 лет является лидером в области производства стали и проката.
Продукция ЗСМК отличают высокие стандарты качества , что подтверждается соответствующими удостоверениями, в том числе международными сертификатами качества Регистра Ллойда (1992г) , знаками “Золотая звезда”, “Арка Европы” (1993г.) и “Золотой Глобус” (1994г.).
2.1. Источники сырья и топлива.
ЗАПСИБ потребляет громадное количество исходного сырья : железнодорожный эшелон с концентратом и обогащенной рудой , которая за один месяц перерабатывают металлурги занимает 170 километров.
Кузбасс имеет не только прекрасно коксующиеся угли и руду, но и остальное металлургическое сырье: известняки, кварциты, доломиты и огнеупорную глину.
Основные партнеры по поставкам сырья:
· АО СибРуда
· АО Коршуновский ГОК
· АО КузнцкУголь
· АО Кзбассразрезуголь
· АО СевероКузбассУголь.
2.2. Основные виды продукции.
ЗСМК производит продукцию необходимую для поддержания собственного производства а также для других предприятий: кокс, сульфат аммония, угольный концентрат и т.д. Из выплавляемых чугуна и стали прокатное производство изготавливает: круг, арматуру, уголок, швеллер, балку, шахтную стойку. На метизном производстве изготавливается проволока.
2.3. Основные и вспомогательные цехи и их взаимосвязь.
Коксохимическое производство.
В составе углеподготовительного , углеобогатительного , двух коксовых цехов , двух цехов улавливания , смолоперерабатывающего и фталевого ангидрида.
Агломелационно-известковое производство.
В составе агломерационной фабрики с тремя агломашинами АКМ общей площадью спекания 852 м2 , проектной мощностью 7080 тыс. тонн агломерата в год ; известкового цеха с 12 обжигательными печами
шахтового типа проектной мощностью 950 тыс. тонн извести в год ; дробильно-сортировочной фабрики.
Доменный цех.
В составе трех печей, из которых (№1,3) объемом 3000 м3, с проектной мощностью по 1900 тыс. тонн чугуна в год каждая и третья (№2) объемом 2000 м3 с проектной мощностью 1150 тыс. тонн чугуна в год.
Сталеплавильное производство.
Имеет в своем составе цехи: два конверторных, подготовки составов, копровый, подготовки сталеплавильного производства, ремонта металлургических печей, смоломагнезитовый, ремонта сталеплавильного производства.
Конвертерный цех №1 оснащен тремя конвертерами емкостью по 160 тонн, второй – двумя конвертерами емкостью по 300 тонн. Общая проектная мощность конвертерных цехов – 6.9 млн. тонн стали в год.
Прокатное производство.
В составе цехи – обжимной, среднесортный и мелкосортный, вальцетокарный. Обжимной цех состоит из блюминга 1300 и непрерывно-заготовочного стана 850/700/500. Проектная мощность – 6 млн. тонн в год.
Метизное производство.
В июне-ноябре 1980 года принят в эксплуатацию первый и второй под-этапы первой очереди комплекса сталепроволочного цеха проектной мощностью 275 тыс. тонн проволоки обыкновенного качества в год.
Внутренний заводской транспорт.
Рельсы, автодороги, трубопроводы и конвейеры связывают между собой отдельные звенья производства; протяженность железнодорожных путей 400 км, конвейерных – 90 км. Перевозка грузов в вагонах составляет 60 млн. тонн в год. Объем автомобильных перевозок – 20 млн. тонн. Опытные специалисты обеспечивают безупречную работу транспорта.
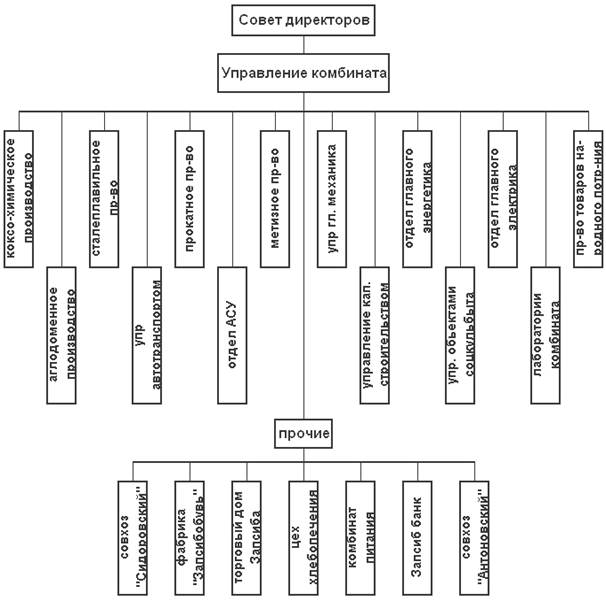 Таблица 1. Устройство и связь
цехов.
Таблица 1. Устройство и связь
цехов.
3.1. Характеристика сырых материалов доменной плавки и порядок их складирования.
К сырым материалам металлургического производства прежде всего относят руды, топливо и флюсы. На практике приходится иметь дело с магнитной окисью железа Fe3О4 (72,4 % Fe), безводной окисью железа Fe2О3 (70 % Fe) и водной окисью железа Fe2О3·тН2О, соединениями железа с двуокисью углерода FeСО3 (48,3 % Fe).
Подготовка железной руды к плавке имеет большое значение , так как это зависит поступление в печь железорудного концентрата определенной крупности, равномерного химического состава, хорошей восстановимости и, главное, с высоким содержанием железа. Чем тщательнее подготавливают руду к плавке, тем выше производительность доменной печи, ниже расход топлива и выше качество выплавляемого чугуна. В конечном итоге, стремятся снабжать доменную печь шихтой, состоящую только из двух компонентов: офлюсованного железорудного сырью и кокса определенной кусковатости и содержащих мелких фракций (ниже 5 – 8 мм для железорудной шихты и ниже 20 – 30 мм для кокса). Для обеспечения хорошей газопроницаемости плавильных материалов желательно, чтобы шихта была однородной по кусковатости. Также важным резервным фактором повышения производительности доменных печей и снижения расхода топлива является увеличение содержание железа в шихте, т.е. обогащение.
3.2. Рудный двор и доставка сырья к доменной печи.
Запасы сырых материалов создаются на складе, называемом рудным двором, который находится вблизи доменного цеха. На этом дворе складируют кусковую руду или окатыши, а также флюсы. С одной стороны рудного двора находится разгрузочная эстакада, а с другой стороны бункера для приема шихты. Материалы доставляются на разгрузочную эстакаду в саморазгружающихся вагонах. Иногда для разгрузки предусматривают вагоноопрокидыватели, применение которых позволяет полностью механизировать разгрузку материалов. Руду, добавки, флюсы, окатыши, агломерат, и кокс подают к печи разными способами. В соответствии с этим следует различить три подачи шихты.
Первый поток – подача прочных железорудных материалов, привозимых со стороны (железной руды, окатышей, известняка, марганцевой руды).
Второй поток – подача агломерата с аглофабрики.
 Третий поток – подача
кокса при помощи транспортера.
Третий поток – подача
кокса при помощи транспортера.
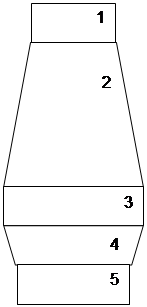
1. Устройство доменной печи.
Внутреннее очертание вертикального разреза доменной печи называют ее профилем (см. рис1), в котором различают колошник 1, шахту 2, распар 3, заплечики 4 и горн 5. Для современных больших печей полезная высота равна 29 – 32 м. Средний объем печей 1000 – 3000 м3, самая большая печь объемом 5000 м3.
Доменная печь заключена в металлический кожух толщиной 20 – 25 мм в верхней части и 35 – 40 в нижней, состоящий из ряда цилиндрических и конических поясов. Кожух выполняют цельносварным. С внутренней стороны кожуха находится огнеупорная футеровка, охлаждаемая холодильниками. Материал на колошник подают при помощи транспортера. Основной частью колошникового устройства является засыпной аппарат состоящей из большого и малого конуса с приемной воронкой. Для равномерного распределения шихты малый конус вращается вокруг своей оси, которой опускается в межконусное пространство. Большой конус опускается в доменную печь. Наличие двух поочередно опускающихся конусов обеспечивает герметизацию колошника при загрузки шихты. В нижней части печи находятся фурменные устройства через которые подается нагретое дутье и добавки газообразного, жидкого или пылевидного топлива. Жидкие продукты плавки непрерывно стекают вниз в горн печи, в которой расположены летки для выпуска чугуна и для выпуска шлака. Через эти летки периодически выпускают продукты плавки. Таким образом, процессы в печи и подача шихты происходят непрерывно, а выпуск чугуна и шлака – периодически.
3.3. Назначение и устройство воздухонагревателей.
Для подачи в доменную печь дутья и его сжатия применяют воздуходувные машины различных типов. В настоящее время в качестве дутья и его сжатия применяют воздух, обогащенный кислородом.
Наружный диаметр воздухонагревателя равен 9 м, высота до верха купола составляет 36 м. Верхнюю часть насадки и купол выкладывают из высокоглиноземистого кирпича или динаса, а нижнюю часть – из шамотного кирпича. Толщина насадочного кирпича составляет 40 мм.
Следует различать газовый и воздушный периоды работы воздухонагревателя. В газовый период осуществляется нагрев насадки продуктами сжигания газа, а в воздушный период нагревается дутьё за счет охлаждения насадки. По мере охлаждения насадки воздухонагревателя температура горячего воздуха, выходящего из него, падает. Это недопустимо для нормальной работы доменной печи, поэтому воздух нагревают до более высокой температуры, чем это необходимо, и к нему подмешивают, используя автоматическое дозирование, требуемое количество холодного воздуха, чтобы поддерживать температуру дутья постоянной.
Газовый период примерно в два раза продолжительнее воздушного. Следовательно, необходимо не менее трех кауперов – два одновременно нагреваются, а один нагревает воздух. Фактически на печь приходится четыре каупера, а некоторых случаях – семь кауперов на две печи. Поверхность нагрева воздухонагревателей составляет 60 – 100 м2 на 1 м3 объема печи. Например, на доменной печи объемом 2 700 м3 поверхность нагрева одного воздухонагревателя составляет 42 500 м2, а все четыре 170 000 м2, а для доменной печи объемом 5 000 м3 она увеличена до 500 000 м2.
3.4. Основные процессы в доменной печи.
В соответствии с основными закономерностями процесса восстановления окислов железа, выявленными академиком А.А. Байковым высший окисел железа Fe2О3 превращается в железо последовательно через промежуточные окислы. Железо, восстановленное в доменной печи, поглощает углерод и другие элементы, образуя чугун.
В чугун в небольших количествах переходят на разных горизонтах печи другие восстановленные элементы (кремний, марганец, фосфор, и в некоторых случаях ванадий, мышьяк, хром, никель, мель), а также сера.
При современной доменной плавке установлено следующее % содержание углерода: в ферросилиции составляет около 2 %, в литейном чугуне – 4 %, в передельном чугуне – около 4,5 % и в ферромарганце – около 7 %.
3.5. Продукты плавки: чугун, шлак, газ.
Состав чугуна, получаемый в ходе доменной плавки, определяется требованиями потребителей и возможностями доменной плавки. Сообразно с этим стремятся подобрать состав шихтовых материалов технологический режим плавки. Все доменные чугуны по своему назначению подразделяют три основных вида:
Передельный: предназначается для дальнейшего передела в сталь;
Литейный: используемый после переплава в чугуноплавильных цехах для отливки чугунных изделий;
Доменные ферросплавы, используемые в качестве раскислителей или присадки сталеплавильном и чугунолитейном производствах.
Выплавка в доменных печах неизбежно сопровождается получением значительного количества доменного шлака, являющегося побочным продуктом доменной плавки. Шлак образуется в доменной печи из флюсов, золы кокса и железосодержащих материалов. Обычно при выплавке передельного и литейного чугунов выход шлака составляет 0,3 – 0,6 т на 1 т чугуна.
Газ, выходящий из печи через ее верхнюю часть – колошник, называют колошниковым. Он состоит из СО, СН4., Н2, СО2 и N2. После очистки от содержащейся в нем пыли, газ используют как топливо для нагрева насадок воздухонагревателей, стальных слитков, коксовых батарей, для отопления котлов и других целей. Горючими компонентами в газе являются СО, СН4. и Н2., которого больше 50 %.
3.6. Выпуск и уборка чугуна и шлака.
Для выпуска жидких продуктов плавки предназначены чугунные и шлаковые летки. Чугунную летку вскрывают при помощи бурильной машины ударно-вращательного действия. Эта машина выполняет операции рассверливания, заполненного огнеупорной затвердевшей массой леточного отверстия, и пробивки чугунной корки на внутренней поверхности летки. Глубина бурения достигает 2,5 м при диаметре бура 50 – 70 мм. Летку разделывают под углом 8 - 10° по отношению к горизонту. После выпуска чугуна летку заделывают огнеупорной глиной, которую подают в канал летки при помощи пушки поршневого типа. Заряд огнеупорной глины составляет 0,6 – 1,0 т.
Чугун после отделения от него шлака стекает по желобу в чугуновозные ковши. Специальный передвижной желоб позволяет направлять чугун с одного ковша в другой.
Для перевозки чугуна применяются чугуновозы. Пока еще широко распространены ковши с грушевидными чашами емкостью 90 – 140 т, но в последнее время стали применять сигарообразные ковши емкостью 150 – 420 т. Использование таких ковшей позволяет отказаться от поворотных желобов в сталеплавильных цехах в качестве промежуточных емкостей.
Чугун в чугуновозах направляют в сталеплавильные цехи, а в случае выплавки так называемого товарного чугуна предназначенного для вывоза из завода, - на разливочные машины.
На ленте машины крепятся около 300 мульд, и масса получаемых чушек чугуна составляет 45 кг. Скорость движения конвейера выбирают из условия затвердевания чугуна, она равна примерно 10 м /мин. Суточная производительность двух ленточной машины около 2000 т. чугуна.
Шлак иногда выпускают не только вместе с чугуном, но и через шлаковые летки. Для закрывания и открывания шлаковых леток применяют дистанционно управляемые шлаковые стопоры рычажной конструкции обычно с пневматическим приводом. Рабочим органом стопора является стальная пробка, которая плотно закрывает охлаждаемую водой фурмочку. Шлак из печи, как верхний, так и нижний, стекает по желобам в специальные устройства так называемой припечной грануляции или же в шлаковозы, в которых его вывозят дальнейшей переработки.
3.7. Контрольно–измерительная аппаратура доменной печи и ее назначение.
В настоящее время разработаны и внедряются различные новые приборы для контроля доменного процесса и автоматизации отдельных операций. В частности, освоено автоматическое регулирование дутья, подаваемого на каждую фурму, автоматическое управление процессом вращения распределителя шихты по температуре газов в нескольких точках периферийных зон колошника, непрерывное измерение температуры выпускаемого чугуна, изменение температуры очагов горения топлива у фурм.
Существенное значение имеют приборы, служащие для непрерывного контроля состава доменного газа. Разработаны и проходят проверку различные схемы автоматического управления доменным процессом, включающие математическую обработку счетно-решающими машинами показаний приборов и автоматизацию отдельных узлов контроля регулирования: распределение потока газа по радиусу колошника, сход шихтовых материалов, тепловое состояние отдельных зон печи, распределение потока газа по окружности печи.
Большое значение имеют автоматические устройства, регистрирующие основные параметры доменного процесса. Устройства подобного рода осуществляют последовательный опрос измерительных приборов, передают измеренные и преобразованные величины в запоминающее, а затем на печатающее устройство.
3.8. Основные технико-экономические показатели работы цеха (К.И.П.О. расход сырья и топлива, себестоимость чугуна).
Основными показателями, характеризущими работу доменной печи, являются: производительность в единицу времени и расход кокса на тонну выплавляемого чугуна. Для оценки производительности доменных печей различного объема в отечественной практике применяют относительный показатель: Коэффициент Использования Полезного Объема доменной печи, представляющий собой отношение полезного объема доменной печи V , выраженного в м3, к ее среднесуточной производительности Р, выраженной в тоннах, ти.е. т/сут: к.и.п.о. = V/ Р. Таким образом, единицей измерения к.и.п.о. является м3∙сут/т.
Важнейшим показателем доменной плавки, характеризующим экономичность работы печи, служит удельный расход кокса. Его величина не только непосредственно влияет на производительность печи, но и показывает использование химической и тепловой энергий топлива в рабочем пространстве печи. Почти все мероприятия, осуществляемые в доменном производстве, находят свое отражение в удельном расходе кокса. На лучших доменных печах в настоящее время расход кокса достигает 360 – 400 кг/т.
4. Коксохимическое производствоОсновным продуктом коксохимического производства является кокс. Кокс используется в различных процессах и в зависимости от них кокс может быть разделен на металлургический кокс - для выплавки чугуна в доменных печах; литейный кокс – для плавки чугуна и других материалов в вагранках; кокс для электротермических производств – для получения фосфора, карбида кальция, ферросплавов; кокс для шахтных печей – применяется для обжига руд цветных металлов и для обжига известняка; кокс – для подготовки рудного сырья (агломераты и окатыши); кокс для бытовых целей.
Главным потребителем кокса является черная металлургия. На доменные печи поступает до 80% кокса, на литейные цели затрачивается до 10% кокса, 6% идет для получения цветных металлов и в химическую промышленность, 4% на прочие цели.
Получают кокс на коксовой батарее методом термодиструкции при температуре более 1200 О С из концентратов коксующихся углей.
4.1. Подготовка угля перед коксованием
Угольная шихта, которая перерабатывается на коксохимических заводах, составляется на 100% из обогащенных углей, поступающих с предприятий угледобывающей промышленности. При обогащении улучшаются технологические свойства угля, его спекаемость и коксуемость, уменьшается (на 15-25%) содержание серы, снижается зольность шихты. В результате обогащения повышается спекаемость углей и шихты. Таким образом, обогащение углей и шихт является важнейшим и необходимым моментом подготовки углей к коксованию.
Процессу обогащения предшествует предварительное дробление, классификация по крупности (грохочение), обеспыливание (дешламация), то есть выделение мелких классов крупности частиц размером <0-0.5 мм. На обогатительных фабриках, входящих в состав коксохимических заводов, практически 70% углей обогащается с применением гравитационных методов: обогащения в тяжелых средах и отсадки. Флотацией обогащаются только мелкие классы (0.5-0 мм.).
4.2. Шихтовка
Угли всех бассейнов, которые идут на коксование, разделены на четыре группы: высокой коксуемости (Ж, К, КЖ), средней коксуемости (ГЖ, ОС, ГЖО, КО), низкой коксуемости (Г, КСН, КС) и некоксующиеся (Т, ТС, СС), при обычной технологии, которые можно использовать в составе шихт в ограниченном количестве или необходимо применять специальные способы подготовки или коксования этих углей. Угольная шихта, составленная для производства основного продукта коксохимии – металлургического кокса, должна иметь оптимальную коксуемость, то есть обеспечить необходимую прочность и оптимальный гранулометрический состав кокса, кроме того, его заданные зольность и сернистость, легкость выдачи коксового пирога из печей, допустимое давление распирания.
Смешивание угольной шихты после дозирования происходит при перегрузке ее с одного конвейера на другой при транспортировании, в дробильных аппаратах, а также в специальных смесительных машинах.
4.3. Устройство коксовальных камер
Коксовой называется группа коксовых печей, работающих в едином технологическом режиме, объединенная общими фундаментами, устройствами для подвода отопительных газов и воздуха, отвода продуктов сгорания и коксования. Сторону батарей, вдоль которой движется коксовыталкивающая машина, принято называть машинной стороной, противоположную, на которую выталкивается кокс, - коксовой стороной. Косовая печь состоит из камеры коксования и отопительной системы. В конструкции камеры различают под (основание камеры) и свод, который является частью перекрытия печей, где расположены люки для загрузки шихты и отвода летучих продуктов коксования. Ширина камеры неодинакова, она увеличивается в направлении с машинной стороны на коксовую. Это делается для гарантии облегчения выталкивания коксового пирога из камеры. Назначение отопительной системы – подвод необходимого количества газов в зону горения, передача тепла сгорающего газа коксуемой загрузке и отвод продуктов горения.
4.4. Металлургический и литейный кокс и их назначение
Кокс, прошедший сортировку по крупности размером >25 мм., называется металлургическим. Металлургический кокс предназначен для выплавки чугуна в доменных печах. В доменном процессе кокс является основным источником тела и источником получения восстановителя оксидов железа. В общем требования к качеству кокса могут быть сформулированы следующим образом: кокс должен иметь минимум влаги, минеральных веществ, серы, определенный уровень прочности, оптимальный гранулометрический состав.
Литейный кокс предназначен для плавки чугуна и других материалов в вагранках. Важнейшими показателями качества литейного кокса являются его прочность и гранулометрический состав. Прочность литейного кокса должна быть высокой, особенность прочность кусков, чтобы он не разрушался в вагранке. Истираемость кокса может быть меньше, чем у доменного кокса, так как вагранка значительно ниже и меньше доменной печи. Зольность и сернистость литейного кокса должны быть меньше, чем у доменного кокса (соответственно <10.5 и <1%). В настоящее время литейный кокс получают только из углей Кузнецкого бассейна, поэтому его сернистость невысока (0.5-0.6%).
4.5. Разгрузка коксовальной камеры, тушение кокса. Сортировка
Выталкивание готового коксового пирога из камер коксования (процесс выдачи кокса) самым непосредственным образом влияет на качество кокса и срок службы печей. Готовые печи должны отключатся от газосборника не ранее чем за 20 мин. до выдачи. Коксовыталкиватель с машинной стороны, а двересъемная машина с коксовой снимают двери с печи, и с коксовой стороны подается тушильный (коксовозный) вагон. С машинной стороны после отвода двери коксовытаскиватель устанавливает выталкивающую штангу. При получении сигнала с коксовой стороны машинист кокосовыталкивателя включает механизм передвижения штанги и проводит выталкивание коксового пирога. При выталкивании кокса могут также наблюдаться положения, когда кокс из печи выдается, но со значительно большим усилием («тугой ход»), а также условия, когда коксовый пирог при первом нажатии штанги коксовыталкивателя не тронется с места и не выйдет из печи. Это называется «бурением» кокса. Тугой ход коксового пирога, а тем более «бурение» являются аварийным положением при эксплуатации коксовой печи.
Существует два метода тушения кокса: мокрый и сухой. При мокром тушении кокс охлаждается путем орошения его определенным количеством воды в специальном устройстве, называемом тушильной башней. В случае сухого тушения кокса его охлаждение проводится путем продувки через слой раскаленного кокса инертного газа, циркулирующего в замкнутой системе. Основным достоинством метода сухого тушения кокса является значительная экономия тепла, получение более твердого и более сухого кокса.
После охлаждения кокс поступает в отделение коксосортировки. Назначение ее – разделение валового кокса по классам крупности на металлургический кокс и мелочь.
4.6. Побочные продукты коксохимического производства
Кроме кокса продуктами коксохимического производства являются:
сульфат аммония, нафталин, фталевый ангидрид, каменноугольный бензол, сольвент, пек, толуол, сырье для производства технического углерода, угольный концентрат, промпродукт.
5. Конвертерный цех.
![]()
|
|
![]()
|
|
Конвертер может поворачиваться на цапфах вокруг горизонтальной оси на 360 градусов. Конвертеры по кожуху классифицируются на цельносварные, либо с отъемным днищем. Отъемные части кожуха крепят к его основной цилиндрической части с помощью клиновых соединений, для быстроты и надёжности разъёма, так как резьбовые соединения в условиях нагрева и деформации кожуха не выдерживают предъявляемых требований.
На шихтовом дворе конверторного цеха производится разгрузка и погрузка шихтовых материалов для выплавки стали. Шихтовые материалы включают в себя: стальной и чугунный скрап, известняк, бокситы, плавиковый шпат, окалину, агломерат.
После завалки шихты и заливки чугуна в конвертер, находящийся в вертикальном положении, вводиться фурма и подаётся кислород.
Фурма – это стальная труба футерованная снаружи.
В процессе плавки происходит окисление углерода , содержащегося в чугуне до оксидов углерода. Процесс плавки длится около 45 минут
По окончанию плавки конвертер, поворачиваясь, наклоняется, и из него выливают, сначала шлак, а затем и сталь. Далее следует внепечная обработка стали, то есть продувка аргоном и добавление ферросплавов. В процессе продувки стали аргоном из неё удаляются неметаллические включения и вредные вещества, ухудшающие её свойства. Ферросплавы же добавляют для предании стали необходимых физических свойств.
В процессе плавки берутся пробы стали и в экспресс лаборатории определяется химический состав.
Готовую сталь разливают в изложницы и после кристаллизации отправляют в прокат.
Конвертерный способ производства стали моложе мартеновского и имеет по сравнению с ним ряд преимуществ. Так, например, в конвертере плавка стали длиться около 45 минут, а в мартеновской печи около 12 часов.
6. Прокатный цехПрокатное производство включает цехи:
- обжимной с блюмингом «1250» и непрерывно-заготовочным станом 850/730/580,
- сортопрокатный с 4 станами:
1) проволочным «250»,
2) мелкосортными «250-1» и «250-2,
3) среднесортным «450»,
- вальцетокарный.
Блюминг «1250» перерабатывает слитки весом до 12 тонн. В технологической линии с машиной огневой зачистки для удаления поверхностных пороков блюмса, находятся ножницы 1250 т. и непрерывно-заготовочный стан.
Станы сортопрокатного цеха производят:
- круг
- арматуру
- уголок
- швеллер
- балку
- шахтную стойку
Разработанные и внедренные в производство специалистами ЗАПСИБа пакетовязальные машины готовят продукцию станов к транспортировке.
Продукция ЗАПСИБа имеет отличные технические характеристики благодаря использованию прогрессивных технологий, совершенствованию оборудования и постоянному повышению квалификации персонала.
Продукция ЗАПСИБа отличается:
- постоянно высоким качеством
- использованием новых материалов
- многообразием размеров и сортов проката
- соответствием заданным параметрам
Прокат ЗАПСИБа успешно используется во многих странах мира и при любом климате.
В прокатном производстве мелкосортные и проволочный станы переведены на заготовку сечением 100*100 мм., что создало условия для повышения производительности прокатных станов и увеличило развес бунтов до 850 кг. Разработаны технические условия и освоена технология производства стержневой арматурной стали класса А400С из стали 3ПС взамен марок стали 35ГС и 25Г2С. При производстве арматурной стали А400С сэкономлено около 2000 т. марганца содержащих ферросплавов и дополнительно получено 10000 т. заготовки на уменьшении обрези в обжимном цехе. Если в I полугодии 1994 г. производство арматуры класса А400С составляло лишь 8500 т., то в II полугодии объем производства вырос до 88000 т. и за год составил 96500 т. Только за январь 1995 г. было прокатано 12000 т. проката класса А400С. Моталки правой стороны проволочного стана оборудованы дополнительными футерующими устройствами для выравнивания механических свойств по сечению бунта и уменьшения количества окалины на поверхности катанки, на правом холодильнике мелкосортного стана «250-2» смонтировано подравнивающее устройство, на стане «450» смонтирована и освоена система электронного контроля размеров проката в линии стана. В течении года продолжалось освоение новых профилей – освоено производство специального профиля для крепления горных выработок СВПУ-16, СВП-27; полосы 120*8 мм. и квадратной стали со стороной 16 мм. для железнодорожников; арматурной стали № 32 на мелкопрокатном стане 250-2.
7. ЛИТЕЙНЫЙ ЦЕХЛитейный цех был пущен в эксплуатацию в 1966г. Сейчас литейный цех одно из крупнейших подразделений комбината. В состав цеха входит:
1. сталелитейное отделение с двумя 25т. электропечами, одной 6т. и одной 3т. электропечи;
2. чугунолитейное отделение в составе 5 индукционных печей ИЧТ-10;
3. небольшой участок цветного литья;
4. модельное отделение;
Литейный цех обеспечивает запасным и основным оборудование не только сам комбинат, но и выполняет внешние заказы. Виды продукции выпускаемые литейным цехом: тюбинги, кузнечные слитки, сменное сталеразливочное оборудование (изложницы, поддоны, утеплители).
7.1. Шихтовый участок
Материалы поступают на шихтовый двор в железных вагонах. Феррохром, ферромолибден, феррованадий поступают из Челябинска, ферромарганец, силикомарганец. В качестве металлошихты используют оборотный лом ЗСМК. Поставщиком магнезита, магнезитового порошка и хромомагнезита является Южный Урал, шамота - Верхний Урал. В качестве шлакообразователя используют известь местного производства. Кокс поставляется коксохимпроизводством ЗСМК. Ферросплавы и шлакообразующие подаются на рабочую площадку в совковых коробках. В печь ферросплавы загружаются вручную, а шлакообразующие крановой мульдозавалочной машиной.
7.2. Плавильный участок
Основным плавильным агрегатом литейного цеха является электрическая печь ДСП-25Н01, для выплавки стали, емкостью 25т.
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() Корпус
-1- установлен на качающейся люльке -2- которая 1
перекатывается по фундаментной балке, 2
жестко скрепленной с фундаментом. 3 Гидравлический
механизм (3- шток 4 гидроцилиндра,
4-гидроцилиндр) наклона печи
обеспечивает наклон печи на 45град. в сторону сливного носка и на 10град. в
сторону рабочего окна.
Корпус
-1- установлен на качающейся люльке -2- которая 1
перекатывается по фундаментной балке, 2
жестко скрепленной с фундаментом. 3 Гидравлический
механизм (3- шток 4 гидроцилиндра,
4-гидроцилиндр) наклона печи
обеспечивает наклон печи на 45град. в сторону сливного носка и на 10град. в
сторону рабочего окна.
ДСП-25 имеет цилиндрический кожух, футерованный магнезитовым кирпичом.
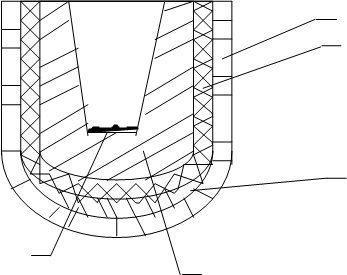 1 1- асбест
1 1- асбест
2 2- шамот
3- засыпка
4- магнезит
5- набивка
3
5
4
Стойкость футеровки 250-300 плавок. Свод арочного типа, не водоохлахлождаемый. В своде имеется отверстие для отвода газов. Свод набирается из хромомагнезитового кирпича. Ток к электродам подводится с помощью трех электрододержателей Электрод в головке электродержателя зажимается с помощью гидравлического механизма.
Шихта в печь загружается сверху с помощью корзины секторного типа. ДСП-25 используется для выплавки простых и низколегированных марок стали.
7.3. Смесеприготовительный участок
Исходные формовочные материалы подаются на склад железнодорожными вагонами и автотранспортом и хранится на складе в закромах и контейнерах. В качестве формовочных материалов применяют: глина, песок, а также крепители, наполнители и добавки. К крепителям относятся: жидкое стекло, сульфидно-дрожевая бражка. Наполнителями и добавками являются:
Асбест: применяется как добавка к песчано-жидкостекольной, повышающая их податливость, сырую прочность и улучшает выбиваемость.
Отработанная смесь: применяется в качестве наполнителя для наполнительной и единой формовочных смесей.
Древесные опилки: применяются для улучшения податливости и выбиваемости формовочной и стержневой смесей.
Натрий едкий технический: применяется в качестве добавки при варки жидкого стекла и приготовление быстросохнущих песчано-жидко стекольных смесей. Используют для уменьшения модуля жидкогостекла и увеличения пластичности смеси.
Песчано-глинестая формовочная смесь общего назначения: исходными материалами служат: кварцевый песок (компонент наполнительной смеси); сухая, молотая, огнеупорная глина (связующие); оборотная земля (компонент наполнительной смеси); СДБ (крепитель); опилки (специальная добавка); вода.
7.4. Формовочный участок
Изготовление полуформ происходит в течение следующих четырех циклов:
1- Подготовительная работа (знакомство с чертежом, подготовка смеси, оснастки);
2- Уплотнение формовочной смеси;
3- Перекидные полуформы и подъем приемного стола;
4- Извлечение модели из полуформы.
Для набивки крупных форм установлена формовочная линия ЛН240Б - автоматизированный пескомет. Изготовление форм на линии производится с облицовкой песчано-жидкостекольной смесью или на единой формовочной смеси. Набивка полуформ осуществляется по координатам или специальным модельным плитам.
Очень большие отливки, которые не входят на формовочную линию, формуют вручную на плацу или кессоне диаметром 104000мм.
Имеются также следующие оборудование:
1- Камерные сушила, объемом 130 м^3, для сушки полуформ.
2- Стол вращающийся d=4000мм. шт. Предназначен для набивки полуформ в круглых опоках при помощи пескомета. Облицовочная смесь насыпается в опоку лопатой и уплотняется пневмотрамбовкой, затем полуформу набивают до конца наполнительной формовочной смесью с помощью пескомета.
3- Машина для выталкивания слитков;
Последовательность основных формовочных работ при изготовлении полуформ на машине мод.234
1. Установка и очистка модельной оснастки;
2. Установка опоки на модельную плиту и на опоку наполнительную рамку. Насыпать в опоку облицовочную, а затем наполнительную формовочную смесь;
3. Уплотнение формовочной смеси в опоке встряхиванием с последующей под трамбовкой верхних слоев смеси.
4. Удаление наполнительной рамки и излишков смеси;
5. поворот перекидного стола;
6. Прием полуформы на брусья и открепление ее от модельной плиты;
7. опускание приемного стола;
8. извлечение моделей из полуформы;
9. транспортировка на место сборки форм.
7.5. Обрубной участок
На этом участке происходит охлаждение, выбивка и очистка отливок. Выбивка литья машинной (пескометной) формовки производится на выбивных решетках. Крупные и тяжелые отливки извлекаются из форм краном. Во избежания потерь при выбивки на решетке мелкое литье извлекается из форм вручную, а формы выбиваются на решетке.
7.6. Термообработка
В результате медленного охлаждения в песчано-глинистой форме, обладающей малой теплопроводностью, метал стальных отливок имеет, как правило крупнозернистую структуру стали. Сделать ее мелкозернистой и тем самым повысить механические свойства, а также снять внутренние напряжение, стальные отливки подвергают отжиму по режиму: нагрев до 800-900град. цел., с выдержкой в течении 3-6ч. И последующее медленное охлаждение вместе с остывающей печью. На подине печи отливки должны укладываться на подовые балки так, чтобы в процессе нагрева не произошло коробления под действием собственного веса.
Крупные отливки размещаются ближе к горелкам, средние укладываются между крупными, мелкие укладываются в специальные короба с отверстиями и размещаются ближе к заслонке печи.
Перед отжимом отливки из углеродистых сталей 25Л, 35Л очистить от формовочной смеси, отрезать прибыли, литники, выпоры, заливы.
Перед отжимом отливок из высокоуглеродистых и низколегированных сталей очистить от формовочной смеси и пригара, а затем подвергнуть отжиму. После отжима методом газовой резки удалить прибыль, заусеницы и произвести отжиг.
7.7. Модельный участок
В серийном производстве модель изготовляются металлическими, так как многократное пользование требует особой их прочности. Металлические модели обеспечивают более точное соблюдение размеров форм, реже нуждаются в ремонте и не коробятся, как деревянные. Их изготовляют из чугуна, медных сплавов или из более легкого материала - алюминия и его сплавов. Для облегчения веса и уменьшения расхода материала модели обычно изготовляются пустотелыми с ребрами жесткости.
Так как металл при затвердевании в форме дает усадку, размеры моделей должны быть больше размеров отливок, указанных на чертеже, на величину усадки отливаемого металла. При изготовление модели пользуются «усадочным метром».
Чтобы модель легче вынималась из формовочной смеси, она должна иметь уклоны. У моделей для отливок, подлежащих обработке режущим инструментом, должны быть сделаны припуски на обработку.
Модель должна быть сконструирована так, чтобы формовщик свободно мог вынуть ее из формовочной массы, не повредив формы. Этому способствует общая конусность модели, а также изготовление ее в виде разъемных частей.
8. Список литературы:1. Сборник технологических инструкций по изготовлению литейных форм и стержней для стальных фасонных отливок СТИ107-МГ.Л-N07-88; Новокузнецк 1989г.
2. Сборник технологических инструкций. Литейный цех; Новокузнецк, 1988;
3. Сборник технологических инструкций по выплавке и разливке электропечной стали в условиях сталелитейного участка СТИ107-МГ.Л-08-89; Новокузнецк, 1989г.
4. Технология металлов. В.А. Буталов. Металлургиздат 1962г.
5. Технология коксохимического производства.
Г.Д. Харлампович, А.А. Кауфман. М.: Металлургия, 1995 г., 384 с.