
Рефераты по геополитике
Рефераты по государству и праву
Рефераты по гражданскому праву и процессу
Рефераты по делопроизводству
Рефераты по кредитованию
Рефераты по естествознанию
Рефераты по истории техники
Рефераты по журналистике
Рефераты по зоологии
Рефераты по инвестициям
Рефераты по информатике
Исторические личности
Рефераты по кибернетике
Рефераты по коммуникации и связи
Рефераты по косметологии
Рефераты по криминалистике
Рефераты по криминологии
Рефераты по науке и технике
Рефераты по кулинарии
Рефераты по культурологии
Рефераты по зарубежной литературе
Рефераты по логике
Рефераты по логистике
Рефераты по маркетингу
Рефераты по международному публичному праву
Рефераты по международному частному праву
Рефераты по международным отношениям
Рефераты по культуре и искусству
Рефераты по менеджменту
Рефераты по металлургии
Рефераты по муниципальному праву
Рефераты по налогообложению
Рефераты по оккультизму и уфологии
Рефераты по педагогике
Рефераты по политологии
Рефераты по праву
Биографии
Рефераты по предпринимательству
Рефераты по психологии
Рефераты по радиоэлектронике
Рефераты по риторике
Рефераты по социологии
Рефераты по статистике
Рефераты по страхованию
Рефераты по строительству
Рефераты по схемотехнике
Рефераты по таможенной системе
Сочинения по литературе и русскому языку
Рефераты по теории государства и права
Рефераты по теории организации
Рефераты по теплотехнике
Рефераты по технологии
Рефераты по товароведению
Рефераты по транспорту
Рефераты по трудовому праву
Рефераты по туризму
Рефераты по уголовному праву и процессу
Рефераты по управлению
Реферат: Организация и планирование производства
Реферат: Организация и планирование производства
МИНИСТЕРСТВО ОБРАЗОВАНИЯ УКРАИНЫ
НАЦИОНАЛЬНАЯ ГОРНАЯ АКАДЕМИЯ УКРИНЫ
КУРСОВАЯ РАБОТА
по дисциплине
ОРГАНИЗАЦИЯ И ПЛАНИРОВАНИЕ ПРОИЗВОДСТВА
Подготовил: студент группы ТМ 95-1
Якушев А.С.
Проверила: доцент кафедры прикладной
экономики Вагонова А. Г.
Днепропетровск
_______________
1999
1. Введение
Темой данной курсовой работы является организация и планирование машиностроительного производства. Работа над курсовым проектом основана на конкретном материале предприятия (в данном случае на материалах днепропетровского завода горно-щахтного оборудования) на котором проходила преддипломная практика.
Вопросы технологии, экономики, организации и планирования производства решены в соответствии с задачами, стоящими перед данным предприятием и соответственно всей машиностроительной промышленности Украины в целом.
Актуальность проекта в том, что при помощи внедрения новой технологии, нового оборудования и приспособлений, соответствующей всему этому кадровой политики и ценообразования повышается рентабельность изготовления продукции, а значит и получение больших прибылей данного предприятия.
Содержание
|
1 |
Введение |
2 |
|
2 |
Характеристика объекта |
4 |
|
3 |
Организационный отдел |
5 |
| 3.1 Определение потребного количества оборудования и его загрузка |
5 |
|
| 3.2 Определение потребного количества основных рабочих |
8 |
|
| 3.3. Определение потребного количества вспомогательных рабочих, ИТР, СКП, МОП. |
9 |
|
|
4 |
Экономическая часть |
10 |
| 4.1. Определение затрат на основные материалы |
10 |
|
| 4.2. Фонд оплаты труда производственных рабочих |
10 |
|
| 4.3. Расчет фонда оплаты труда вспомогательных рабочих, ИТР, СКП и МОП |
12 |
|
| 4.4. Расчет отдельных статей цеховых расходов |
13 |
|
| 4.5. Калькуляция единицы продукции (изделия) |
15 |
|
| 4.6.Технико-экономические показатели участка |
16 |
|
| 4.7. Расчет годового экономического эффекта |
17 |
|
|
5 |
Выводы |
18 |
| Приложение |
19 |
|
| Литература |
19 |
2. Характеристика участка, цеха, предприятия.
Шестой (механический) цех Днепропетровского завода горношахтного оборудования (ГШО) имеет в наличии:
1) промышленно-производственного персонала:
основных рабочих-59 чел.,
вспомогательных – 38 чел.,
специалистов - 9 чел.,
служащих - 1 чел.
Всего - 115 чел.
2) станочный парк цеха насчитывает 78 станков
среди них токарных – 34
фрезерных – 28
сверлильных – 11
расточных – 3
протяжных – 1
3) В цехе производятся детали широкой номенклатуры. Среди них оставляющие гусеничных ходов УГ-70 такие как крышка подшипника 148.01.00.112, ответная крышка подшипника 149.01.00.112, оси 149.01.00.136, рамы гусеничных ходов УГ-70, валы КДР 5.12.11.006, втулки, крышки КДР 5.12.11.012, КДР 5.12.11.013. Выполняются покрасочные и сборочные операции.
Для нужд города Днепропетровска и региона выполняется обработка корпусов , крышек и других комплектующих водопроводных задвижек широкой номенклатуры.
3. Организационный отдел
3.1. Определение потребного количества оборудования и его загрузка
Эффективный годовой фонд времени работы одного станка в часах при пятидневной рабочей неделе с двумя выходными днями может быть рассчитан по формуле:
Fд=[(Fк-Fв) ·tсм -Fппд·1] ·S ·Kp,
Fд=[(366-110)·8-2×1]·1·0,96=1964,1 ч.
где
Fк – число календарных дней в году;
Fв – количество выходных и праздничных дней в расчетном году;
tсм – продолжительность смены, ч;
Fппд – количество предпраздничных дней (продолжительностью рабочего дня меньше на час);
S – число смен работы оборудования;
Kp - коэффициент, учитывающий время пребывания станка в ремонте.
В серийном производстве расчетное количество оборудования (станков) подсчитывают по формуле:
Ср – расчетное количество станков данного типа, шт;
N – годовой объем выпуска деталей, шт;
Fд – эффективный годовой фонд производственного времени оборудования, ч.
При обработке детали «Крышка подшипника» используются такие станки:
654РФ3 (операция 005, фрезерная с ЧПУ, tшк=6,15 мин);
654РФ3 (операция 010, фрезерно-сверлильная с ЧПУ, tшк=12,31 мин);
Установочная плита (операция 015, слесарная, tшк=20 мин);
ИР500МФ4 (операция 020 фрезерно-сверлильная, tшк=48,38 мин),:
Установочная плита (операция 025, слесарная, tшк=20 мин);
Стол БТК(операция 030, контрольная, tшк=20 мин).
Тогда расчетное количество оборудования (станков)
1. Для
станков 654РФ3  шт;
шт;
2. Для
установочной плиты  шт;
шт;
3. Для
станков ИР500МФ4  шт;
шт;
4. Для
стола БТК  шт;
шт;
Принимаем
1. Станков 654РФ3 – 2 шт;
2. Установочных плит – 3 шт;
3. Станков ИР500МФ4 – 4 шт;
4. Столов БТК – 2 шт;
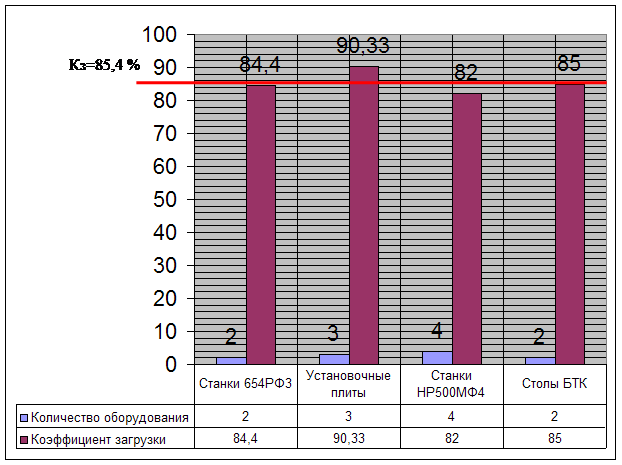
Коэффициенты загрузки станков (оборудования) в процентах равен:
![]()
1. Для
станков 654РФ3 ![]() %;
%;
2. Для
установочных плит ![]() %;
%;
3. Для
станков ИР500МФ4 ![]() %;
%;
4. Для
столов БТК ![]() %.
%.
Из расчетов видно, что коэффициент загрузки для станков 654РФ3 и столов БТК необходимо увеличить. Для этого объем работы нужно увеличить за счет догрузки станка работой с другого участка.
Увеличим партию для станков 654РФ3 в 1,35 раза (добавим 2800 деталей), а для столов БТК в 1,25 раза(добавим 2000 деталей):
Тогда коэффициенты загрузки станков (оборудования) в процентах равен:
1. Для
станков 654РФ3 ![]() %;
%;
2. Для
столов БТК ![]() %.
%.
График загрузки оборудования:
|
Таблица 1.
Сводная ведомость оборудования
| Станки | Модель | Количество станков | Габаритные размеры | Мощность эл. двигателей (суммарная), кВт | Цена станка, грн. | Общие затраты на станок, с мантажом, грн. | Общие затраты на все станки, с мантажом, грн. | |
| Одного станка | Всех станков | |||||||
| 1 | 654РФ3 | 2 | 3278х4526х3571 | 15 | 30 | 64506 | 64673 | 129346 |
| 2 | Установочная плита | 3 | 660х480х38 | - | - | 104,5 | 120,6 | 361,8 |
| 3 | ИР500МФ4 | 4 | 4920х3946х3812 | 21 | 84 | 70627 | 70998 | 283992 |
| 4 | Столов БТК | 2 | 600х400х700 | - | - | 233,1 | 250,7 | 501,4 |
3.2. Определение потребного количества основных рабочих
Для цехов серийного производства количество производственных рабочих рассчитывают по формуле:
где Рст – количество рабочих данной профессии и разряда, чел;
tшк – штучно-калькуляционное время на операцию, мин;
Fдр – эффективный годовой фонд рабочего времени станочника, ч;
Эффективный годовой фонд рабочего времени станочника при пятидневной рабочей неделе может быть определен по формуле:
Fдр=[(Fк-Fв)×S-Fппд×1]×Ки=[(366-110)×8-2×1]×0,9=1841,4 ч.
Где Fк – количество календарных дней в году;
Fв – количество выходных и праздничных дней в расчетном году;
Fппд – количесво предпраздничных дней;
S – число смен работы оборудования;
Ки – коэффициент, учитывающий использование номинального фонда времени из-за неявки на работу:
![]()
где
Сн=9…12% потери от номинального фонда времени из-за невыхода на работу, из них
5% - на отпуск (15 дн. Минимально);
2% - на болезни (8 дн.);
0,5% - на выполнение государственных и общественных обязанностей (1,25 дн.);
0,5% - на перерывы для кормящих матерей (1,25 дн.).
Эффективный годовой фонд рабочего времени станочника можно определить с помощью стр.107[1].
При догрузке оборудования другими деталями количество производственных рабочих выражается формулой:

где Куi – коэффициенты ужесточения норм времени для догружаемых деталей;
N1, N2,…,Nn – годовые объемы выпуска догружаемых деталей.
Для недогружаемого оборудования Рст:
1. Для
установочной плиты  , принимаем 2
рабочих.
, принимаем 2
рабочих.
2. Для
станков ИР500МФ4  принимаем 4
рабочих.
принимаем 4
рабочих.
Для догружаемого оборудования Рст:
1. Для станка
654РФ3  принимаем 1 чел.
принимаем 1 чел.
2. Для стола
БТК  принимаем 2 чел., (операцию
выполняют контролеры, которые являются вспомогательными рабочими).
принимаем 2 чел., (операцию
выполняют контролеры, которые являются вспомогательными рабочими).
Таблица 2.
3. Сводная ведомость основных производственных рабочих
| Наименование профессии | Общее количество рабочих | Количество рабочих по разрядам | ||||
| 1 | 2 | 3 | 4 | 5 | ||
| Фрезеровщики | 18 | 2 | 16 | |||
| Слесари | 6 | 6 | ||||
| Итого | 24 | 8 | 16 | |||
Общее число человеко-разрядов 3×8+16×4=88
Средний тарифо-квалификационный разряд 88/24=3,66
3.3. Определение потребного количества вспомогательных рабочих,
ИТР, СКП, МОП.
Таблица 3.
Сводная ведомость списочного состава работающих на участке
|
Наименование категорий работающих |
Кол-во работающих |
Отношение к числу производственных рабочих, % |
Отношение к общему числу рабочих, % |
Отношение к общему кол-ву работающих, % |
| Основные рабочие | 24 | 100 | 75 | 63 |
| Вспомогательные рабочие | 8 | 14,28 | 25 | 21 |
| Инженерно-технические рабочие | 3 | - | 9,375 | 8 |
| Счетно-конторский персонал | 1 | - | 3,125 | 3 |
| Младший обслуживающий персонал | 2 | - | 6,25 | 5 |
| Итого | 38 | - | - | 100 |
4. Экономическая часть.
4.1. Определение затрат на основные материалы
Стоимость(ден. ед.) материала на одну деталь Мд определяют по формуле
Мд=mз×а-mот×в
Где mз – масса исходной заготовки, кг;
mот – масса реализуемых отходов, кг;
а - стоимость одного килограмма материала, ден. ед.;
в - стоимость одного килограмма отходов, ден. ед.
Мд=26,28×95×1,06+3,43×7=2622,40 коп=26,22грн.
Стоимость материала на весь годовой объем выпуска из N деталей равна
Мг=Мд×N=2622,40×8000=20979200 коп=209792 грн.
Ведомость потребности и затрат основных материалов
| Таблица 4. | ||||||||||||||
| Наименование детали | Годовой объем выпуска | Заготовка | Норма расхода | Стоимость материалов с учетом транспортных расходов |
Масса отходов |
Стоимость реализуемых отходов |
Стоимость материалов за вычетом отходов | |||||||
| Марка материала | Вид заготовки | |||||||||||||
| На 1 деталь, кг. | На годовой объем выпуска ,т. | На 1 деталь, кг. | На годовой объем выпуска ,т. | |||||||||||
| На 1 деталь, ден. ед. | На годовой объем выпуска ,ден. ед. | На 1 деталь, ден. ед. | На годовой объем выпуска ,ден. ед. | |||||||||||
| На 1 деталь, грн. | На объем выпуска , ден. ед. | |||||||||||||
| Итого | 8000 | Сталь 35Л | От-ливка | - | 210,24 | - | 209792 грн. | - | 27,44 | - | 192,08 грн | - | 209,76 грн | |
4.2. Фонд оплаты труда производственных рабочих.
Расценки (грн.) определяют для массового производства по формуле
Роп = Ссд×tшт / 60 ,
где Ссд - часовая тарифная ставка, соответствующая разряду выполняемой работы, грн.;
Таблица 5.
Сводная ведомость норм времени и расценок на операции технологического процесса
|
Наименование операции |
Разряд работы |
Тарифная ставка, грн. |
Норма времени, мин |
Расценка Грн. |
| 005 Фрезерная с ЧПУ | 3 | 1,06 | 5,96 | 0,10 |
| 010 Фрезерно-сверлильная с ЧПУ | 3 | 1,06 | 12,12 | 0,21 |
| 015 Слесарная | 3 | 1,06 | 20 | 0,35 |
| 020 Расточная | 4 | 1,19 | 48,19 | 0,96 |
| 025 Слесарная | 3 | 1,06 | 20 | 0,35 |
| 030 Контрольная | 5 | 1,35 | 20 | 0,45 |
Заработную плату по сдельным расценкам на изготииление N деталей годового объема выпуска определяют по формуле
![]()
где
SРоп - сумма всех расценок на полную обработку одной детали по всем операциям, грн.
Зо=(0,10+0,21+0,35+0,96+0,35+0,45)×8000=19440 грн.
tшт - суммарная норма времени на данную операцию, выполняемую на данных станках,мин;
Кмс - коэффициент, учитывающий количество станков, обслуживаемым одним рабочим.
Фонд премии Зпр.ф определяют по формуле
Зпр.ф =g× Зо ,
где g - процент премий от фонда заработной платы, %.
Зпр.ф=0,4×19440=7776 грн
Фонд доплат определяют по формуле:
Здп = g × Зо ,
где g - процент доплат, выплачиваемых рабочим в связи с отступлением от нормальных условий производства (несоответствие оборудования при обработке догружаемых изделий, марок материалов, инструмента и др.)g = 4 %.
Здп=0,04×19440=777,6 грн
Фонд основной заработной платы производственных рабочих включает оплату по сдельным нормам и фонды доплат и премий
Зосн = Зо + Зпр.ф + Здп
Зосн=19440+7776+777,6=27993,6 грн
Дополнительная заработная плата Здоп включает оплату отпуска, выполнение государственных обязанностей, учебных отпусков, доплаты по прогрессивно-сдельной системе, доплаты за работу в ночное время, и принимается п определенной долг от основной сдельной заработной платы
Здоп = Зо×Кд/100 % ,
где
Зо – заработная плата по сдельным нормам за год, грн;
Кд=10…15% – принятый процент дополнительной заработной платы.
Здоп=19440×10/100=1944 грн
Общий фонд заработной платы основных рабочих равен
Зп =3осн + Здоп +Сст;
Зп=27993,6+1944+8019=37956,6 грн
Размер этих начислений составляет 37% от суммы основной и дополнительной заработной платы, плюс 0,5% в фонд занятости и 0,5% в фонд Чернобыля; всего 37,5% от суммы основной и дополнительной заработной платы:
Сст =0,375• (Зо+Здоп)
Сст=0,375×(19440+1944)=8019 грн
Среднемесячная заработная плата производственных рабочих
![]()
где Рст - количество производственных рабочих
![]() грн.
грн.
4.3. Расчет фонда оплаты труда вспомогательных рабочих,
ИТР, СКП и МОП
Фонд определяется на основе тарифных ставок, должностных окладов и принятого количества работающих (см. табл. 3).
Обслуживание отдельного участка механического цеха производиться общецеховым персоналом. В этом случае годовая заработная плата в грн. вспомогательных рабочих ИТР,СКП и МОП определяется по формуле
Зв = 12×Рв×Ов ,
Зв=12×14×123=20664 грн
где
Pв - расчетное количество персонала;
Ов - средняя месячная заработная плата данной категории работников.
Премия из фонда заработной платы складывается из премии по положению, которая рассчитывается в долях годового фонда заработной платы и составляет для вспомогательных рабочих 12%, для ИТР - 30% , для СКП -15% и для МОП - 10% .
Общий месячный фонд заработной платы вспомогательных рабочих в грн.
Зв = Ов + 0,12×Ов
Зв=123+0,12×123=137,76 грн
Расчет месячного и годового фондов заработной платы остальных категорий работающих выполняется аналогичным методом, и результаты заносятся в соответствующие формы.
4.4. Расчет отдельных статей цеховых расходов
Расчет сводится к определению затрат на приведенный (с догрузкой) годовой объем выпуска.
Затраты на силовую электроэнергию вычисляют по формуле
Сэ = Цч×Wэ ,
где
Цч - стоимость 1 кВт-ч электроэнергии;
Wэ - годовой расход электроэнергии, кВт.ч;
Сэ=0,12473×161024,7=19967 грн
где
Nycn - уставленная мощность всех станков на участке, кВт;
Fд - эффективный годовой фонд производственного времени оборудования, ч;
Кз - средний коэффициент загрузки оборудования;
hо = 0,7...0,75 - коэффициент одновременной работы оборудования;
Кс = 0,95 - коэффициент потерь в электрической сети;
hд = 0,85…0,9 - кпд электродвигателей.
 кВт×ч
кВт×ч
Так же рассчитывают стоимость энергии для транспортного оборудования (транспортеров, конвейеров, кранов и пр.).
Затраты на сжатый воздух вычисляют по формуле
Сcж = Цсж×Осж ,
где Цсж - стоимость 1 м3 сжатого воpдуха;
Осж - годовой расход сжатого воздуха, м3 :
Осж = Fд×Кз× (Спн×q+Соб×q') ,
где Гд и Кз - те же величины, что и в формуле (28);
Спи - количество станков с пневматическими зажимами;
Соб - количество станков с применением обдувки;
q'= 1 м3 /ч - расход сжатого воздуха на один станок с обдувкой.
Qсж=1964,1×85,4×(6×0,1)=1006,4 м3
Ссж=0,0126×1006,4=12,68 грн.
Затраты на воду для производственных нужд вычисляют по формуле
Св = Цв×Qв×Кз× s×n ,
где Цв - стоимость 1 м3 водопроводной воды;
Qв = 25 м3 - годовой расход воды на один станок;
s - число смен работы оборудования;
n - количество станков;
Кз - коэффициент загрузки оборудования.
Св=0,8856×25×0,854×6=113,45 грн.
Таблица 6.
Смета цеховых расходов
| Наименование статьи расходов | Сумма, грн |
| Расходы на содержание и эксплуатацию оборудования | |
| Затраты на силовую электроэнергию | 19967 |
| Затраты на сжатый воздух | 12,68 |
| Затраты на воду для производственных нужд. | 113,45 |
| Амортизация оборудования, транспортных средств и дорогостоящей оснастки | 24323,86 |
| Затраты на текущий ремонт и обслуживание оборудования | 28806,4 |
| Затраты на износ и содержание малоценного инструмента и инвентаря | 5270 |
| Затраты на вспомогательные материалы | 1399,7 |
| Общецеховые расходы | |
| Основная и дополнительная зарплата вспомогательных рабочих, ИТР, СКП и МОП | 20664 |
| Затраты по охране труда и технике безопасности | 559,8 |
| Прочие расходы | 975,34 |
| Всего по смете | 102092,3 |
| На основную деталь на партию | 93485 |
| На основную деталь на единицу | 11,68 |
4.5. Калькуляция единицы продукции (изделия)
Под калькуляцией понимают определение себестоимости единицы продукции. В курсовой работе необходимо определить цеховую себестоимость детали (изделия), которая складывается из прямых затрат - стоимости материала (за вычетом реализуемых отходов) и заработной платы основных рабочих - и цеховых (косвенных) расходов, приходящихся на одну деталь.
Если оборудование проектируемого участка догружается обработкой других заготовок, при определении себестоимости детали необходимо учесть, что итоговые данные сметы цеховых расходов относят ко всему объему работ участка с учетом догрузки. Поэтому в смете также указывают, какая доля цеховых расходов приходится на основную деталь, заданную для проектирования. Эта величина пропорциональна коэффициенту загрузки оборудования основной деталью к общему коэффициенту загрузки оборудования на участке и может быть определена по формуле
где Ро.д - цеховые расходы на основную деталь, грн.;
Кз.о.д - коэффициент загрузки оборудования обработкой основной детали;
Кз.уч - общий коэффициент загрузки оборудования;
Зц - сумма цеховых расходов по смете, ден. ед.
 грн
грн
Доля цеховых расходов представляет собой отношение суммы годовых цеховых расходов на изгогтовление основных деталей Ро.д к годовой сумме заработной платы основных производственных рабочих, занятых обработкой заготовок для этих деталей.
Таблица 7.
Калькуляция цеховой себестоимости детали
| Статьи калькуляции | По проекту | |
|
сумма % к. итогу |
||
| Прямые затраты | ||
| Основные материалы за вычетом реализуемых отходов на всю партию, грн | 209760 | |
| Общий фонд оплаты труда основных рабочих, грн | 37956,6 | |
| Отчисления в фонд социального страхования основных рабочих, грн | 8019 | |
| Итого | 255735,6 | |
| Косвенные затраты | ||
| Цеховые расходы, грн | 93485 | |
| Цеховая себестоимость партии, грн | 349220,6 | |
| Цеховая себестоимость единицы, грн | 43,65 | |
4.6 . Технико-экономические показатели участка
Для сравнения уровня производства в однородных цехах или на участках, а также для проверки экономической целесообразности разработанной в курсовой работе необходимо иметь комплекс итоговых данных, характеризующих экономическую сторону работы спроектированного в работе участка.
Расчетную себестоимость единицы изготовляемой детали на проектируемом участке необходимо сравнить с заводской себестоимостью аналогичной детали, изготовляемой на базовом заводе. Результаты сравнения заносят в соответствующие графы таблицы 8.
Таблица 8.
Комплекс технико-экономических показателей
|
Наименование |
Единица |
Числовые значения |
| Проект | ||
| Годовой объем выпуска заданного изделия | шт. | 8000 |
| То же | грн. | 349220,6 |
| Годовой объем выпуска с учетом догрузки | шт. | 10000 |
| То же | грн. | 102092,3 |
|
Общее количество работающих, В том числе: |
чип. | 38 |
| Основных рабочих | чел. | 24 |
| Вспомогательных рабочих | чел. | 8 |
| ИТР | чел. | 3 |
| СКП | Чел | 1 |
| МОП | чел. | 2 |
| Средний тарифный разряд основных рабочих | 3,66 | |
| Выработка на одного работающего | шт. | 210,52 |
| То же | грн. | 9189,2 |
| Выработка на одного рабочего | шт. | 333,3 |
| То же | грн. | 14549,5 |
| Фонд заработной платы по участку | грн. | 77841,84 |
| Среднегодовая заработная плата одного работающего | грн. | 1542,6 |
| Среднегодовая заработная плата одного рабочего | грн. | 1581,52 |
Продолжение табл. 8.
| Количество оборудования | шт. | 11 |
| Общая стоимость оборудования | грн. | 412300 |
| Суммарная мощность оборудования | кВт | 114 |
| Средняя единичная мощность оборудования | кВт | 19 |
| Средняя загрузка оборудования | % | 85,4 |
| Производственная площадь участка |
м2 |
- |
| Производительная площадь на единицу оборудования |
м2 |
- |
| Себестоимость единицы изготовляемого изделия | грн. | 43,65 |
| Цеховые расходы | % | 27 |
| Прибыль | грн. | - |
4.7. Расчет годового экономического эффекта
Важнейшей частью расчетов экономической эффективности является определение себестоимости продукции. Расчет себестоимости по сравниваемым вариантам (проект и заводские данные) ведется по изменяющимся статьям затрат или на единицу продукции или на годовой объем выпуска. При этом для сопоставимости показателей объемы годового выпуска изделий должны быть приняты одинаковыми. Годовой экономический эффект определяется по формуле:
Э = [(Сз+Ен×Кз) -(Сн+Ен•Кн) ×Aн
где
Сз и Си - соответственно себестоимости единицы продукции по заводским данным и по расчетам, грн.;
Еn - нормативный коэффициент экономической эффективности;
Кз и Kн - удельные капитальные затраты по заводским данным и по расчетам, грн.;
Aн - объем производства детали в расчетных данных, шт.
5. Выводы
В результате выполнения курсовой работы изучены организация и планирование машиностроительного производства, способы увеличения рентабельности машиностроительного производства. Следует отметить что реально на предприятиях машиностроительного комплекса необходимо большее внедрения новых технологий, применение станков с ЧПУ, роботизированных комплексов, поточных линий (в массовом производстве).
В следствие таких нововведений возможно получение больших прибылей на каждом отдельном предприятии, что в свою очередь повлечет пополнение бюджета наше страны.
Приложение
1. Часовые тарифные ставки, грн.
| Условия труда | Разряды | |||||
| 1-й | 2-й | 3-й | 4-й | 5-й | 6-й | |
|
Для рабочих, занятых на обработке на металлообрабатывающих станках |
||||||
| Нормальные: | ||||||
| для сдельщиков | 0,85 | 0,96 | 1,06 | 1,19 | 1,35 | 1,58 |
| для повременщиков | 0,75 | 0,82 | 0,90 | 1,01 | 1,15 | 1,35 |
Литература:
| 1 | Нефедов Н.А. Дипломное проектирование в машиностроительных техникумах: учеб. Пособие для техникумовю 2-е изд., перераб. И доп. – М. Высш. Шк., 1986.-239 с., ил. |
| 2 | Методические указания к выполнению курсовой работы по дисциплине «Организация и планирование производства» для студентов специальности Технология машиностроения / Сост.: А.Г. Вагонова. – Днепропетровск: ГГАУ, 1995. – 26 с. |
| 3 | Справочник технолога-машиностроителя» в 2-х т. Т.1. под ред. А.Г.Косиловой и Р.К.Мещерякова – 4-е издание, перер. доп. – М.: Машиностроение, 1985, 496 с. |
| 4 | Справочник технолога-машиностроителя» в 2-х т. Т.2. под ред. А.Г.Косиловой и Р.К.Мещерякова – 4-е издание, перер. доп. – М.: Машиностроение, 1985, 496 с. |