
Рефераты по геополитике
Рефераты по государству и праву
Рефераты по гражданскому праву и процессу
Рефераты по делопроизводству
Рефераты по кредитованию
Рефераты по естествознанию
Рефераты по истории техники
Рефераты по журналистике
Рефераты по зоологии
Рефераты по инвестициям
Рефераты по информатике
Исторические личности
Рефераты по кибернетике
Рефераты по коммуникации и связи
Рефераты по косметологии
Рефераты по криминалистике
Рефераты по криминологии
Рефераты по науке и технике
Рефераты по кулинарии
Рефераты по культурологии
Рефераты по зарубежной литературе
Рефераты по логике
Рефераты по логистике
Рефераты по маркетингу
Рефераты по международному публичному праву
Рефераты по международному частному праву
Рефераты по международным отношениям
Рефераты по культуре и искусству
Рефераты по менеджменту
Рефераты по металлургии
Рефераты по муниципальному праву
Рефераты по налогообложению
Рефераты по оккультизму и уфологии
Рефераты по педагогике
Рефераты по политологии
Рефераты по праву
Биографии
Рефераты по предпринимательству
Рефераты по психологии
Рефераты по радиоэлектронике
Рефераты по риторике
Рефераты по социологии
Рефераты по статистике
Рефераты по страхованию
Рефераты по строительству
Рефераты по схемотехнике
Рефераты по таможенной системе
Сочинения по литературе и русскому языку
Рефераты по теории государства и права
Рефераты по теории организации
Рефераты по теплотехнике
Рефераты по технологии
Рефераты по товароведению
Рефераты по транспорту
Рефераты по трудовому праву
Рефераты по туризму
Рефераты по уголовному праву и процессу
Рефераты по управлению
Реферат: Разработка технологического процесса сборки и монтажа печатной платы «Пульт ДУ»
Реферат: Разработка технологического процесса сборки и монтажа печатной платы «Пульт ДУ»
Формат |
зона |
Поз. |
Обозначение |
Наименование |
Кол |
Примечание |
||||||||||||
Документация |
||||||||||||||||||
|
А3 |
КП.1910.04.005 СБ |
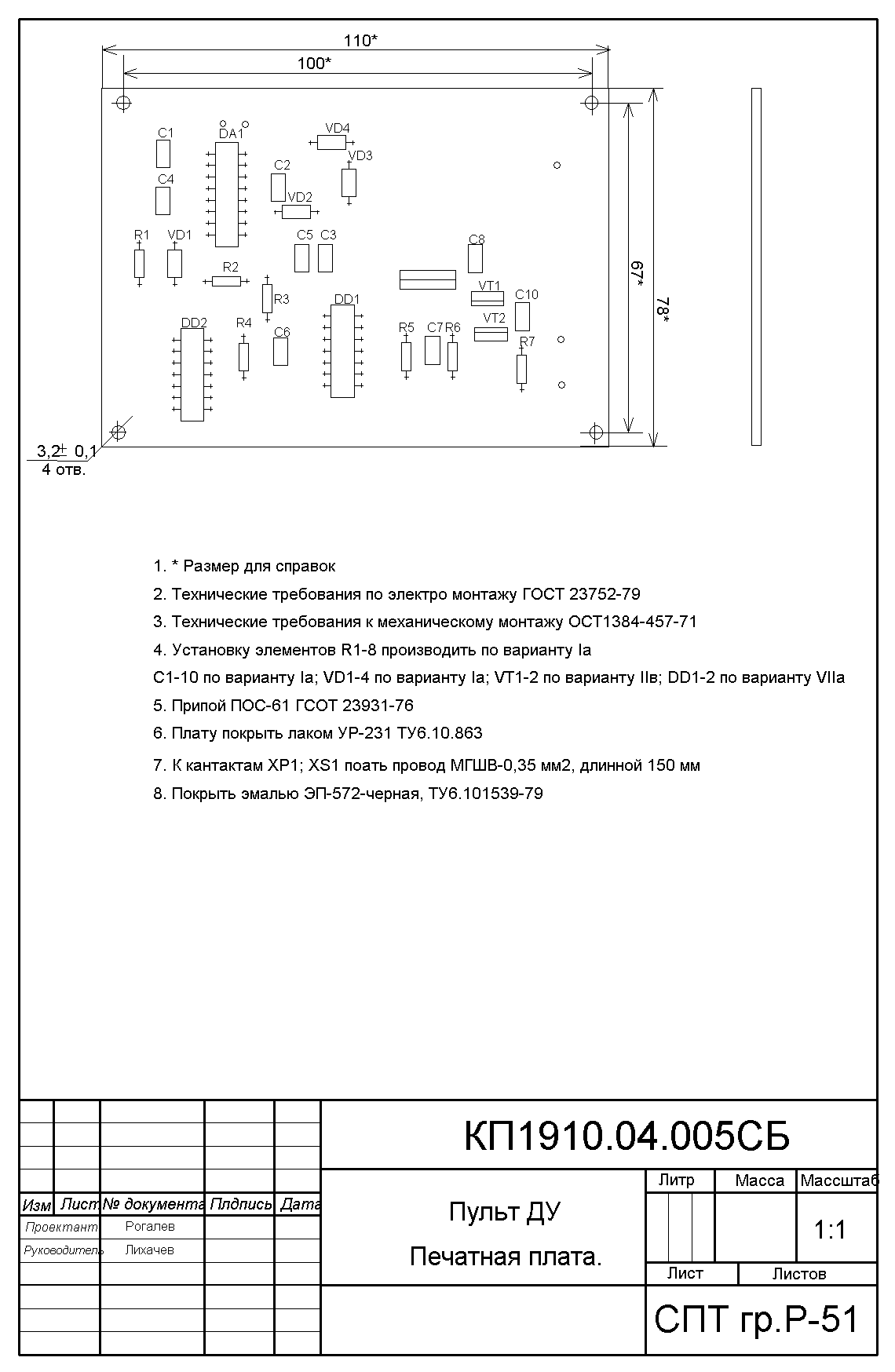
Сборочный чертеж |
1 |
|||||||||||||||
|
А3 |
Схема электрическая принципиальная |
1 |
||||||||||||||||
|
Детали |
||||||||||||||||||
|
А3 |
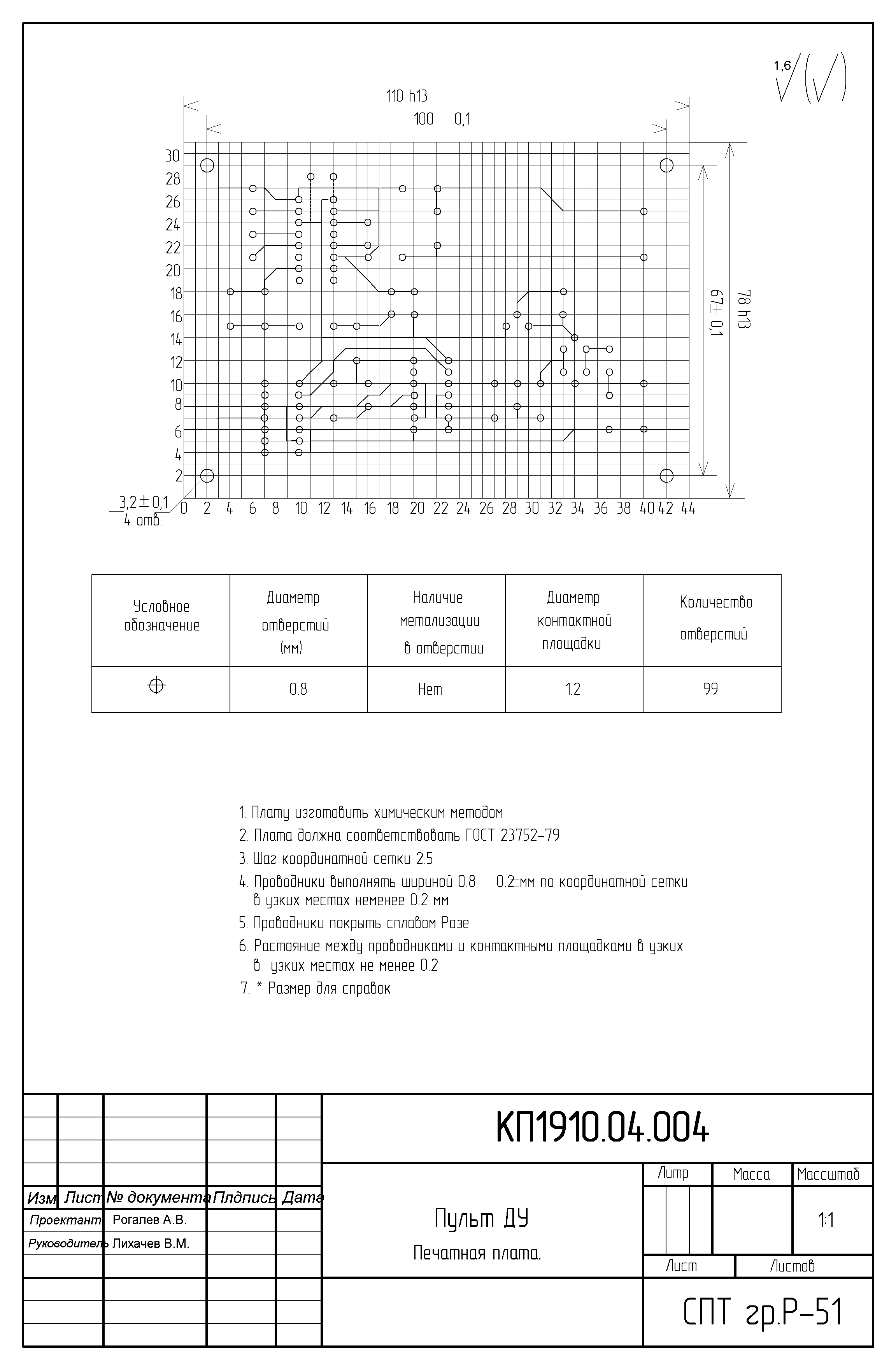
КП.1910.04.004 |
Плата |
1 |
|||||||||||||||
|
Стандартные изделия |
||||||||||||||||||
|
Винт М2.5х12 |
4 |
|||||||||||||||||
|
ГОСТ1491-80 |
||||||||||||||||||
Гайки М2.5х1.5 |
4 |
|||||||||||||||||
ГОСТ5916-70 |
||||||||||||||||||
Шайбы 2.5х1.5 |
4 |
|||||||||||||||||
|
Прочие изделия |
||||||||||||||||||
КП.1910.04.005 |
||||||||||||||||||
|
Изм |
Лист |
№ докум. |
Подп. |
Дата |
||||||||||||||
|
Проектант |
Рогалев |
Пульт ДУСпецификация |
Лит |
Лист |
Листов |
|||||||||||||
|
Руководитель |
Лихачев |
1 |
||||||||||||||||
ГОУ СПТ гр.Р51 |
||||||||||||||||||
|
Формат |
зона |
Поз. |
Обозначение |
Наименование |
Кол |
Примечание |
||||||||||||
| Диоды ОЖО.362.018ТУ | ||||||||||||||||||
|
КД522Б |
1 |
VD1 |
||||||||||||||||
Д814Б |
1 |
VD2 |
||||||||||||||||
КД105Б |
2 |
VD4,5 |
||||||||||||||||
Кондесаторы ОЖО.460.172ТУ |
||||||||||||||||||
К10-17-Н90-0.01мкФ |
1 |
С1 |
||||||||||||||||
К10-17-Н90-0.047мкФ |
1 |
С2 |
||||||||||||||||
К10-17-М1500-620нФ |
2 |
С3,4 |
||||||||||||||||
К10-17-Н90-0.47мкФ |
2 |
С5,6 |
||||||||||||||||
К50-35-1000мкФ-16В |
1 |
С7 |
||||||||||||||||
К10-17-Н90-0.1мкФ |
1 |
С8 |
||||||||||||||||
К50-35-0.5мкФ-400В |
1 |
С9 |
||||||||||||||||
|
Микросхемы |
||||||||||||||||||
|
К561ЛА7 |
1 |
DD1 |
||||||||||||||||
|
К561ТМ2 |
1 |
DD2 |
||||||||||||||||
Резисторы ОЖО.467.093.ТУ |
||||||||||||||||||
С1-33-30кОм-0.125Вт |
1 |
R1 |
||||||||||||||||
С1-33-430кОм-0.125Вт |
1 |
R2 |
||||||||||||||||
|
СП1-470кОм-0.25Вт |
1 |
R3 |
||||||||||||||||
|
С1-33-13кОм-0.125Вт |
1 |
R4 |
||||||||||||||||
|
С1-33-15кОм-0.125Вт |
2 |
R5,6 |
||||||||||||||||
|
С1-33-51кОм-0.125Вт |
2 |
R7,8 |
||||||||||||||||
|
С1-33-51кОм-0.125Вт |
2 |
R9,10 |
||||||||||||||||
|
КП.1910.04.005 |
Лист 2 |
|||||||||||||||||
|
Изм |
Лист |
№ докум. |
Подп. |
Дата |
||||||||||||||
|
Формат |
зона |
Поз. |
Обозначение |
Наименование |
Кол |
Примечание |
||||||
Транзисторы |
||||||||||||
КТ315Б |
1 |
VT1 |
||||||||||
КТ361Б |
1 |
VT2 |
||||||||||
|
КП.1910.04.005 |
Лист 3 |
|||||||||||
|
Изм |
Лист |
№ докум. |
Подп. |
Дата |
||||||||
|
Формат |
зона |
Поз. |
Обозначение |
Наименование |
Кол |
Примечание |
||||||
Диоды |
||||||||||||
Д9Д ГОСТ 15342-69 |
3 |
VD1,VD2VD4 |
||||||||||
Д223 СМ3.362.018 ТУ |
1 |
VD3 |
||||||||||
Д220 СМ3.362.018 ТУ |
1 |
VD5 |
||||||||||
КЦ 405Е ГОСТ 14914-69 |
1 |
VD6 |
||||||||||
КС 133А СМ3.362.812 ТУ |
1 |
VD7 |
||||||||||
|
КД 206А ТТ3.362.113 ТУ |
4 |
VD8-VD11 |
||||||||||
КД 209А УЖ3.362.036 ТУ |
1 |
VD12 |
||||||||||
|
Транзисторы |
||||||||||||
|
КТ 315Б ЖК3.365.200 ТУ |
9 |
VT-VT9 |
||||||||||
|
КТ 418Г аАО.365.184 ТУ |
1 |
VT10 |
||||||||||
|
КТ 816Г аАО.365.186 ТУ |
1 |
VT11 |
||||||||||
|
ДП.1910.04.005 |
Лист 4 |
|||||||||||
|
Изм |
Лист |
№ докум. |
Подп. |
Дата |
||||||||
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
2 Назначение и особенности конструкции прибора
Пульт дистанционного управления (ПДУ) телевизора, видеомагнитофона, спутникового ресивера, музыкального центра и т. д. можно использовать для включения и выключения осветительных, а также других электроприборов. Для этого надо сделать специальное переключающее устройство, которое описано в предлагаемой статье.
"ПДУ телевизора управляет люстрой". Вниманию читателей предлагается более простой и универсальный вариант такого устройства, не требующий дешифрации команд ПДУ, который может работать с любым пультом, в том числе и с простым самодельным.
Для управления приборами используется следующий алгоритм. С пульта ДУ подают команду (любую) и удерживают кнопку нажатой в течение 1 с.
На кратковременные нажатия кнопок (например, при управлении телевизором) устройство не реагирует. Для того, чтобы исключить реакцию телевизора на попытку управления устройством, нужно выбирать неиспользуемые кнопки на пульте или использовать пульт от выключенного в данный момент аппарата. Другой вариант — использовать такие кнопки пульта, нажатие на которые (в конкретный момент) не приведет к изменению режима работы. Например, нажатие кнопки выбора канала, соответствующей принимаемой в данный момент программе, никак не скажется на работе телевизора.
Схема устройства показана на рис. . Специализированная микросхема DА1 усиливает и преобразует сигнал фотодиода ВL1 в электрические импульсы. На элементах DD1.1 и DD1.2 собран компаратор, а на элементах DD1.3, DD1.4 — генератор импульсов.
Состояние устройства (включена или выключена нагрузка) определяет триггер DD2.1. Если на прямом выходе этого триггера высокий уровень, генератор будет работать на частоте около 1 кГц. На эмиттерах транзисторов VТ1 и VT2 возникнут прямоугольные импульсы, которые через конденсатор С10 поступят на управляющий электрод симистора \/S1. Он будет открываться в начале каждого полупериода сетевого напряжения.
В исходном состоянии на выводе 7 микросхемы DА1 присутствует высокий логический уровень, конденсатор С5 заряжен через резисторы R1, R2 и на входе триггера DD2.1 низкий уровень. Если на фотодиод ВL1 поступят импульсы ИК излучения с ПДУ, на выводе 7 микросхемы DА1 появятся импульсы и конденсатор С5 будет разряжаться через диод VD1 и резистор R2. Когда напряжение на С5 уменьшится до нижнего порога компаратора (через 1 с или более), компаратор переключится и на вход триггера DD2.1 поступит импульс. Состояние триггера DD2.1 изменится. Таким образом происходит переключение устройства из одного состояния в другое.
Микросхемы DD1 и DD2 можно применить аналогичные из серий К176, К564. VD2 — стабилитрон на напряжение 8...9 В и ток не менее 35 мА. Диоды VDЗ и VD4 — КД102Б или аналогичные. Оксидные конденсаторы — К50-35; С2, С4, С6, С7 —К10-17; С9, С10 — К73-16 или К73-17.
Большинство деталей устройства смонтированы на печатной плате из односторонне фольгированного стеклотекстолита, эскиз которой показан на рис. 2. Плату устанавливают в корпус из изоляционного материала. Резистор R8 и конденсатор С9 установлены методом навесного монтажа. Симистор VS1 при мощности нагрузки более 250 Вт необходимо установить на теплоотводе.
Налаживание устройства сводится к подбору резистора R2 таким образом, чтобы переключение происходило через 1...2 с.
- Выбор конструкции изделия и материала печатной платы
Конструкция изделия выполнена в виде функционального прибора имеющего геометрические размеры 130 х 170 х 20 мм. Устройство предназначено не только для работы в домашних условиях, а так же в уличных. Поэтому особых вредных воздействий, ударов, линейных ускорений не испытывает или испытывает частично. Прибор эксплуатируется в условиях изменения температуры и влажности, без влияния механических нагрузок. Поэтому для защиты деталей от внешнего воздействия применяется герметизация корпуса с уплотнениями из резинотехнического уплотнителя марки ИРП-254. Для крепления печатной платы в корпусе применяются электроизоляционные втулки диаметром 7 мм с отверстием диаметром 4,3 мм; высота втулок — 15 мм (4 шт.). Реле крепят к плате гайкой, под которую необходимо вложить шайбу из электроизоляционного материала. В отверстия платы, обозначенные цифрами 1—8, впаивают по отрезку провода МГШВ сечением 1 мм2 и разной длины в зависимости от места расположения платы до места расположения питания и к панели с кнопками. Собранную и проверенную в работе печатную плату необходимо покрыть несколькими (4) слоями лака, например, УР231. Плату крепят в алюминиевом или пластмассовом корпусе. Между платой и корпусом пульта устанавливают втулки таким образом, чтобы отверстия втулок совпали с крепежными отверстиями в плате и корпусе.
Закрепляют плату на корпусе пульта тремя шурупами диаметром 4 и длиной 10 мм. Под головки шурупов следует подложить шайбы из электроизоляционного материала.
Свободные концы всех проводов платы согласно схеме, показанной на рис. 1, соединяют с разъемами источника питания и панели с кнопками, и тщательно изолируют место пайки.
3 Расчет механической прочности платы
Компоновка конструкции способ размещения в определенном пространстве комплектующих элементов и их связей. Компоновку конструкции можно разделить на два уровня: функционально каскадный и функционально узловой. Необходимо минимизировать объем конструкций и ее вес, при сохранении точности выполнения основных функций. Учитывая то факт, что проектируемое изделие содержит одну плату, выбираем функционально каскадный метод, включающий в себя замену одного или нескольких элементов на плате, то есть низшим звеном компоновки конструкций функционально каскадному методу является ЭРЭ.
Выбираем наиболее приемлемы для условия эксплуатации данного изделия вариант конструкции печатной платы, которая приводится на рисунке ….
S1’;S1 -зона внедрения;
S2’;S2- зона коммутации и контроля;
S3- зона функциональная.
Расчет габаритов печатной платы.
Таблица … - типовые размеры, количество ЭРЭ
| Тип элементов | Размеры (мм) | Количество (шт.) |
| Резисторы | ||
| С2-33 | 6X3 | 7 |
| С2-22 | 10X6 | 1 |
| Конденсаторы | ||
| К50-35 |
10мм2 |
5 |
| К10-17 | 6Х3 | 5 |
| Микросхемы | ||
| К561ЛА7 | 19,5Х6,5 | 1 |
| К561ТМ2 | 19,5Х6,5 | 1 |
| КР1157ЕН502А | 12Х4 | 1 |
| Транзисторы | ||
| КТ315Б | 7Х3 | 1 |
| КТ361Б | 7Х3 | 1 |
| Диоды | ||
| КД105Б | 6Х2 | 2 |
| КД522Б | 2Х2 | 1 |
| Д814Б | 12Х5 | 1 |
Определим общую площадь занимаемых элементов.
![]()
n- количество элементов
![]()
![]()
2.Определим площадь платы
![]()
Определяем коэффициент заполнения
Габаритные размеры печатной платы лежа в пределах регламентируемых ГОСТ 10317-79.
Соотношение размеров сторон печатной платы не более 3/1. размеры должны быть кратными 2,5 при L=100мм. Диаметр монтажных отверстий должны выбираться из ряда 0,4; 0,5; … через 0,1 до 3-х мм, за исключением 1,9; 2,9мм. Центр отверстий должны располагаться в узлах координатной сетки.
Печатная плата расположена в корпусе и закреплена в 4-х точках.
a – длина платы 0.1 м;
b – ширина платы 0.06 м;
h – толщина платы 0.0015 м;
ρ – плотность платы 1.83 г/см3;
Е – модуль Юнга 2*109;
ع - коэффициент Пуассона 0.22
Найдем соотношение сторон платы
β=a/b=1
Рассчитаем вспомогательный коэффициент α1
α1=9.87· (1+β2)=9.87· (1+12)=11.87
Рассчитаем цилиндрическую плоскость платы

Определяем массу элементов, установленных на печатной плате
Таблица … масса элементов, располагаемых на печатной плате
| Тип элементов | Количество (шт) | Масса одного элемента (гр.) | Общая масса |
| Резисторы | |||
| С2-33 | 6 | 0.6 | 3.6 |
| С2-22 | 2 | 0.5 | 1.0 |
| Конденсаторы | |||
| К50-35 | 1 | 1.2 | 1.2 |
| К10-17 | 8 | 0.8 | 6.4 |
| Микросхемы | |||
| К561ЛЕ5 | 1 | 1.1 | 1.1 |
| К561ЛЕ5 | 1 | 1.1 | 1.1 |
| Транзисторы | |||
| КТ818Г | 3 | 1.1 | 3.3 |
| Диоды | |||
| КД510А | 2 | 0.4 | 0.8 |
| КД510В | 2 | 0.5 | 1.0 |
![]()
8. Определяем массу платы
![]()
Определяем приложенную массу к площади печатной платы

Определяем частоту основного тона колебания

Рассчитываем стрелу прогиба
α'1= α'доп·a2=0.01·55·10-3=0.55·10-3 (м)
где α'доп=0.01, согласно ГОСТ 10317-79
Рассчитываем реальный прогиб
![]()
где
![]() - коэффициент,
зависящий от
способа крепления
платы 0.084
- коэффициент,
зависящий от
способа крепления
платы 0.084
q – распределительная нагрузка, которая определяется по формуле
![]()
Вывод: так как α’< α’max, то плата выдержит механические перегрузки.
Надежность РПУ
В настоящее время актуализация задачи повышения качества РТУ диктуется острой конкурентной борьбой на рынке конкурентных товаров.
Одной из основных проблем повышения качества продукции является повышение надежности работы изделия.
Надежность – свойство изделия выполнять все заданные функции в определенных условиях эксплуатации, при сохранении значений основных параметров в заранее установленных пределах. Она зависит от количества и качества, входящих в изделия условий, в которых они эксплуатируются (температура, давление, вибрация, влажность). Надежность включает в себя качественные характеристики, такие как безотказность, ремонтопригодность, сохраняемость.
При анализе надежности, при выборе показателей, существенное значение имеет решение, которое должно быть принято при отказе изделия. Для показателей надежности характерны две формы представления: вероятная и статистическая.
Для вероятней формы характерны критерии надежности:
вероятность безотказной работы в течении заданного времени P(t);
среднее время на работу и отказ T0;
интенсивность отказов λ(t);
частота отказа α(t);
При расчете надежности необходимо учитывать:
справедлив экспоненциальный закон надежности;
отказы элементов взаимнонезависимы;
В этом случае расчет надежности изделия осуществляется с учетом таких параметров, как:
коэффициент нагрузки Kн;
коэффициент, зависящий от назначения РПУ (К’=1 – для бытовой аппаратуры, К’=10 – для радиотехнических систем летательных аппаратов);
При экспоненциальном законе распределения времени, возникновения отказов, зависимость между основными характеристиками надежности определяется следующими соотношениями :
P(t)=e -λ(t);
T0=1/ λ(t)
Рассчитаем среднее время исправной работы устройства Т0 и вероятность отказов его через каждые 2000 часов, при этом полагается, что Т0 не менее 20000 часов.
Расчет интенсивность отказов проводится по формуле:
где К – количество однородных элементов с одинаковыми размерами;
ni – количество итых элементов.
Проведем расчет интенсивности отказов с учетом того, что Кн и коэффиециент, характеризующий условия применения, входящее в интенсивность отказов элементов.
Интенсивность отказов каждого ЭРЭ приводится в таблице
Таблица - Наименование ЭРЭ интенсивность отказов
| Наименование ЭРЭ |
Интенсивность отказов λi*10-6 (1/ч) |
Количество ЭРЭ (ni) |
Общая интенсивность отказов |
| Резистор постоянный | 0.05 | 8 | 0.2 |
| Конденсатор керамический | 0.1 | 5 | 0.5 |
| Конденсатор электролитический | 0.3 | 5 | 1.5 |
| Микросхемы | 0.9 | 3 | 2.7 |
| Диоды | 0.2 | 5 | 1.0 |
| Транзисторы | 0.8 | 2 | 1.6 |
| Индикатор светодиодный | 1.25 | 1 | 2125 |
1. Определим общую интенсивность отказов РТУ:

2. Определим среднею наработку на отказ:
T0=1/λΣ=1/9,25*10-6=80000 (ч)
3. Определим вероятность без отказной работы через 20000 часов:
P(t)=e-t/To
P(t1)=e-2000/80000=0.981
P(t2)=e-4000/80000=0.960
P(t3)=e-6000/80000=0.941
P(t4)=e-8000/80000=0.932
P(t5)=e-10000/80000=0.913
P(t6)=e-12000/80000=0.946
P(t7)=e-14000/80000=0.877
P(t8)=e-16000/80000=0.860
P(t9)=e-18000/80000=0.851
P(t10)=e-20000/80000=0.834
4. Рассчитаем вероятность отказа Q(t):
Q(t)=1-P(t)
Q(t1)=1-0.981=0.02
Q(t2)=1-0.960=0.04
Q(t3)=1-0.941=0.06
Q(t4)=1-0.932=0.07
Q(t5)=1-0.913=0.09
Q(t6)=1-0.946=0.054
Q(t7)=1-0.877=0.123
Q(t8)=1-0.860=0.14
Q(t9)=1-0.851=0.15
Q (t10)=1-0.834=0.017
(t10)=1-0.834=0.017
4 Выбор тех процесса изготовления печатной платы
Для изготовления печатных плат существуют два метода субтрактивный и аддитивный. Рассмотрим эти два метода.
В субтрактивном методе в качестве основы для печатного монтажа используется фольгированный диэлектрик, на котором формируется проводящий рисунок путём удаления фольги с ненужных участков. Дополнительная химико -гальваническая металлизация монтажных отверстий приводит к созданию комбинированной металлизации печатных плат.
Аддитивный метод основан на избирательном осаждении токопроводящей поверхности на диэлектрическое основание на которое предварительно, может наноситься слой клеевой композиции. Недостатками аддитивного метода является низкая производительность процесса химической металлизации, интенсивное воздействие электролиза на диэлектрик.
В качестве диэлектрического основания нужно выбрать фольгированный стеклотекстолит. Преимуществом данного метода заключается в уменьшении трудоёмкости изготовления печатной платы по сравнению с аддитивным методом, где технологический цикл изготовления больше чем при химическом или при комбинированном позитивном методе. Для односторонних п.п. более эффективным является химический метод.
Таблица - карты технологического процесса
|
В |
Цех |
Уч |
РМ |
Опер |
Код, наименование операции |
||||||||||||||||
|
Г |
Обозначение документа |
||||||||||||||||||||
|
Д |
Код, наименование оборудования |
||||||||||||||||||||
|
Е |
См |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт. |
Т п.з. |
Т шт. |
||||||||||
|
Л/М |
Наименование деталей, сб. единиц или материала |
||||||||||||||||||||
Н/М |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н расх |
|||||||||||||||
| В01 | 032 03 010 ЗАГОТОВИТЕЛЬНАЯ | ||||||||||||||||||||
| Г02 | Инструкция №32/010 | ||||||||||||||||||||
| Д03 | Электропаяльник ЭПСН 36/40: Бокорезы , Пинцет ПГТМ – 120 ОСТ4. 060.013 | ||||||||||||||||||||
| Е04 | |||||||||||||||||||||
| О05 |
Нарезать от бухты с проводом МГШВ-0,2 ТУ16-505.437-82 провода на отрезки: |
||||||||||||||||||||
| О06 |
длиной 100 2 мм– 7 шт |
||||||||||||||||||||
| О07 |
Снять изоляцию с концов проводов на длину 30,5 мм с обоих концов. Жилы скрутить и |
||||||||||||||||||||
| О08 | облудить. Длина местного оплавления изоляции не допускается более 1 мм. | ||||||||||||||||||||
| О09 | |||||||||||||||||||||
| 10 | |||||||||||||||||||||
| 11 | |||||||||||||||||||||
| 12 | |||||||||||||||||||||
| 13 | |||||||||||||||||||||
| 14 | |||||||||||||||||||||
| 15 | |||||||||||||||||||||
| 16 | |||||||||||||||||||||
| 17 | |||||||||||||||||||||
| 18 | |||||||||||||||||||||
| 19 | |||||||||||||||||||||
| 20 | |||||||||||||||||||||
| 21 | |||||||||||||||||||||
| 22 | |||||||||||||||||||||
| 23 | |||||||||||||||||||||
| 24 | |||||||||||||||||||||
| 25 | |||||||||||||||||||||
МК |
ГОСТ 3.1118-82 Форма 36 |
2 |
|||||||||||||||||||
|
В |
Цех |
Уч |
РМ |
Опер |
Код, наименование операции |
||||||||||||||||
|
Г |
Обозначение документа |
||||||||||||||||||||
|
Д |
Код, наименование оборудования |
||||||||||||||||||||
|
Е |
См |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт. |
Т п.з. |
Т шт. |
||||||||||
|
Л/М |
Наименование деталей, сб. единиц или материала |
||||||||||||||||||||
Н/М |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н расх |
|||||||||||||||
| В01 | 032 03 005 КОМПЛЕКТОВОЧНАЯ | ||||||||||||||||||||
| Г02 | Инструкция №30/005 | ||||||||||||||||||||
| Д03 | Верстак 1-2-2 ОСТ4. ГО. 060.006; Ножницы арт.505-3р; Пинцет ПГТМ-120 ОСТ4.Г0.060.013 | ||||||||||||||||||||
| Е04 | |||||||||||||||||||||
| О05 |
Взять упаковку с резисторами и соответствующий инструмент |
||||||||||||||||||||
| О06 |
Вскрыть упаковку с резисторами |
||||||||||||||||||||
| О07 |
Извлечь резисторы из упаковки и открепить от подложки |
||||||||||||||||||||
| О08 |
Проверить наличие маркировки и отсутствие внешних дефектов |
||||||||||||||||||||
| О09 |
Уложить резисторы в технологическую тару |
||||||||||||||||||||
| О10 |
Отложить инструмент и упаковку |
||||||||||||||||||||
| О11 |
Повторить операции О5… О10 для всех типов элементов |
||||||||||||||||||||
| 12 | |||||||||||||||||||||
| 13 | |||||||||||||||||||||
| 14 | |||||||||||||||||||||
| 15 | |||||||||||||||||||||
| 16 | |||||||||||||||||||||
| 17 | |||||||||||||||||||||
| 18 | |||||||||||||||||||||
| 19 | |||||||||||||||||||||
| 20 | |||||||||||||||||||||
| 21 | |||||||||||||||||||||
| 22 | |||||||||||||||||||||
| 23 | |||||||||||||||||||||
| 24 | |||||||||||||||||||||
| 25 | |||||||||||||||||||||
МК |
ГОСТ 3.1118-82 Форма 36 |
||||||||||||||||||||
|
В |
Цех |
Уч |
РМ |
Опер |
Код, наименование операции |
||||||||||||||||
|
Г |
Обозначение документа |
||||||||||||||||||||
|
Д |
Код, наименование оборудования |
||||||||||||||||||||
|
Е |
См |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт. |
Т п.з. |
Т шт. |
||||||||||
|
Л/М |
Наименование деталей, сб. единиц или материала |
||||||||||||||||||||
Н/М |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н расх |
|||||||||||||||
| В01 | 032 03 010 ПОДГОТОВКА ПЕЧАТНОЙ ПЛАТЫ К СБОРКЕ | ||||||||||||||||||||
| Г02 | Инструкция №32/10 | ||||||||||||||||||||
| Д03 | Верстак 1-2-2 ОСТ4.ГО.660.006; Ванна с раствором; Кисть КХЖК №1; Шкаф для сушки | ||||||||||||||||||||
| Е04 | |||||||||||||||||||||
| О05 |
Извлечь печатную плату из тары |
||||||||||||||||||||
| О06 | Удалить консервирующее покрытие путем смывки в очищающем растворе | ||||||||||||||||||||
| О07 | Сушить печатную плату (t=10-15 мин) | ||||||||||||||||||||
| О08 |
Проверить качество удаленного консервирующего покрытия |
||||||||||||||||||||
| О09 |
Уложить печатную плату в технологическую тару |
||||||||||||||||||||
| 10 | |||||||||||||||||||||
| 11 | |||||||||||||||||||||
| 12 | |||||||||||||||||||||
| 13 | |||||||||||||||||||||
| 14 | |||||||||||||||||||||
| 15 | |||||||||||||||||||||
| 16 | |||||||||||||||||||||
| 17 | |||||||||||||||||||||
| 18 | |||||||||||||||||||||
| 19 | |||||||||||||||||||||
| 20 | |||||||||||||||||||||
| 21 | |||||||||||||||||||||
| 22 | |||||||||||||||||||||
| 23 | |||||||||||||||||||||
| 24 | |||||||||||||||||||||
| 25 | |||||||||||||||||||||
| 26 | |||||||||||||||||||||
МК |
ГОСТ 3.1118-82 Форма 36 |
||||||||||||||||||||
|
В |
Цех |
Уч |
РМ |
Опер |
Код, наименование операции |
||||||||||||||||
|
Г |
Обозначение документа |
||||||||||||||||||||
|
Д |
Код, наименование оборудования |
||||||||||||||||||||
|
Е |
См |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт. |
Т п.з. |
Т шт. |
||||||||||
|
Л/М |
Наименование деталей, сб. единиц или материала |
||||||||||||||||||||
Н/М |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н расх |
|||||||||||||||
| В01 | 032 03 015 ПОДГОТОВКА ЭРЭ К ЭЛЕКТРОМОНТАЖУ | ||||||||||||||||||||
| Г02 | Инструкция №32/15 | ||||||||||||||||||||
| Д03 | Верстак 1-2-2 ОСТ4.ГО.660.006; Пинцет ПГТМ – 120 ОСТ4. 060.013; Чашка 98.99045-04 | ||||||||||||||||||||
| Д04 |
Тигель 1582-0030; Кисть КХЖК №1; Стойка 3 ОСТ4.Г0.060.053 |
||||||||||||||||||||
| О05 | Извлечь резистор R1 поз.1 из технологической тары. | ||||||||||||||||||||
| О06 | Флюсовать выводы резистора погружением в чашку с флюсом. | ||||||||||||||||||||
| О07 |
Лудить выводы резистора погружением их в тигль |
||||||||||||||||||||
| О08 |
ПРИМЕЧАНИЕ: Время лужение не более 2с , температура припоя не более 250 С |
||||||||||||||||||||
| О09 |
Установить резистор в автомат комплексной подготовки ЭРЭ “АКПР – 3” |
||||||||||||||||||||
| О10 |
Повторить переходы 005…009 для остальных резисторов |
||||||||||||||||||||
| О11 | Повторить переходы О05…О09 для конденсаторов. | ||||||||||||||||||||
| О12 | Повторить переходы О05…О09 для кварцевого резонатора | ||||||||||||||||||||
| О13 | Извлечь микросхему DD1 из технологической тары и отформовать их выводы | ||||||||||||||||||||
| О14 |
Повторить переход 013 для остальных микросхем |
||||||||||||||||||||
| О15 |
Извлечь транзистор VT1 из технологической тары и отформовать его выводы |
||||||||||||||||||||
| О16 |
Уложить электрорадиоизделия в технологическую тару |
||||||||||||||||||||
| О17 | |||||||||||||||||||||
| О18 | |||||||||||||||||||||
| О19 | |||||||||||||||||||||
| О20 | |||||||||||||||||||||
| О21 | |||||||||||||||||||||
| О22 | |||||||||||||||||||||
| 23 | |||||||||||||||||||||
МК |
ГОСТ 3.1118-82 Форма 36 |
||||||||||||||||||||
|
В |
Цех |
Уч |
РМ |
Опер |
Код, наименование операции |
||||||||||||||||
|
Г |
Обозначение документа |
||||||||||||||||||||
|
Д |
Код, наименование оборудования |
||||||||||||||||||||
|
Е |
См |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт. |
Т п.з. |
Т шт. |
||||||||||
|
Л/М |
Наименование деталей, сб. единиц или материала |
||||||||||||||||||||
Н/М |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н расх |
|||||||||||||||
| В01 | 032 03 020 МЕХАНИЧЕСКИЙ МОНТАЖ ЭРЭ НА ПЛАТУ | ||||||||||||||||||||
| Г02 | Инструкция № 32/20 | ||||||||||||||||||||
| Д03 | Верстак 1-2-2 ОСТ4.ГО.660.006; Пинцет ПГТМ – 120 ОСТ4. 060.013; Стойка 3; | ||||||||||||||||||||
| О04 | Вставить в плату резистор R1, совместив его выводы с соответствующими отверстиями | ||||||||||||||||||||
| О05 | печатной платы, перевернуть плату, откусить выступающие концы до 0,5 мм | ||||||||||||||||||||
| О06 | Повторить переходы О04,О05 для остальных резисторов | ||||||||||||||||||||
| О07 | Вставить в плату конденсатор С1, совместив его выводы с соответствующими отвер- | ||||||||||||||||||||
| О08 | стиями печатной платы, перевернуть плату, откусить выступающие концы до 0,5 мм | ||||||||||||||||||||
| О09 | Повторить переходы О07,О08 для конденсаторов | ||||||||||||||||||||
| О10 |
Повторить переходы О07,О08 для кварца |
||||||||||||||||||||
| О11 |
Повторить переходы О07,О08 для транзистора |
||||||||||||||||||||
| О12 | Повторить переходы О07,О08 для микросхем | ||||||||||||||||||||
| 13 | |||||||||||||||||||||
| 14 | |||||||||||||||||||||
| 15 | |||||||||||||||||||||
| 16 | |||||||||||||||||||||
| 17 | |||||||||||||||||||||
| 18 | |||||||||||||||||||||
| 19 | |||||||||||||||||||||
| 20 | |||||||||||||||||||||
| 21 | |||||||||||||||||||||
| 22 | |||||||||||||||||||||
| 23 | |||||||||||||||||||||
| 24 | |||||||||||||||||||||
| 25 | |||||||||||||||||||||
| 26 | |||||||||||||||||||||
МК |
ГОСТ 3.1118-82 Форма 36 |
||||||||||||||||||||
|
В |
Цех |
Уч |
РМ |
Опер |
Код, наименование операции |
||||||||||||||||
|
Г |
Обозначение документа |
||||||||||||||||||||
|
Д |
Код, наименование оборудования |
||||||||||||||||||||
|
Е |
См |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт. |
Т п.з. |
Т шт. |
||||||||||
|
Л/М |
Наименование деталей, сб. единиц или материала |
||||||||||||||||||||
Н/М |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н расх |
|||||||||||||||
| В01 | 032 03 025 ЭЛЕКТРИЧЕСКИЙ МОНТАЖ ЭРЭ | ||||||||||||||||||||
| Г02 | Инструкция №32/025 | ||||||||||||||||||||
| Д03 | Установка пайки волной припоя УПВ – 903 Б | ||||||||||||||||||||
| Е04 | |||||||||||||||||||||
| О05 |
Закрепить печатную плату (ПП) в технологическое приспособление |
||||||||||||||||||||
| О06 | Установить приспособление с ПП на транспортер над несущей флюсования. | ||||||||||||||||||||
| О07 | Провести флюсование. Проверить качество флюсования визуально. | ||||||||||||||||||||
| О08 | Провести предварительный нагрев платы. | ||||||||||||||||||||
| О09 |
Проверить степень подсушки флюса. Флюс должен быть подсушен до клейкообразного |
||||||||||||||||||||
| О10 | состояния. | ||||||||||||||||||||
| О11 | Провести пробную пайку ПП. | ||||||||||||||||||||
| О12 | Проверить качество паяных соединений. | ||||||||||||||||||||
| О13 | Произвести пайку печатных плат. | ||||||||||||||||||||
| О14 | Извлечь плату из приспособления. | ||||||||||||||||||||
| О15 | Произвести отмывку платы от остатков флюса и масла | ||||||||||||||||||||
| О16 | Проверить качество паяных соединений. | ||||||||||||||||||||
| 17 | |||||||||||||||||||||
| 18 | |||||||||||||||||||||
| 19 | |||||||||||||||||||||
| 20 | |||||||||||||||||||||
| 21 | |||||||||||||||||||||
| 22 | |||||||||||||||||||||
| 23 | |||||||||||||||||||||
| 24 | |||||||||||||||||||||
| 25 | |||||||||||||||||||||
| 26 | |||||||||||||||||||||
МК |
ГОСТ 3.1118-82 Форма 36 |
||||||||||||||||||||
|
В |
Цех |
Уч |
РМ |
Опер |
Код, наименование операции |
||||||||||||||||
|
Г |
Обозначение документа |
||||||||||||||||||||
|
Д |
Код, наименование оборудования |
||||||||||||||||||||
|
Е |
См |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт. |
Т п.з. |
Т шт. |
||||||||||
|
Л/М |
Наименование деталей, сб. единиц или материала |
||||||||||||||||||||
Н/М |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н расх |
|||||||||||||||
| В01 | 032 03 030 ДОПАЙКА И УСТАНОВКА ЭЛЕМЕНТОВ | ||||||||||||||||||||
| Г02 | Инструкция №32/030 | ||||||||||||||||||||
| Д03 | Электропаяльник ЭПСН 36/40: Бокорезы : Пинцет ПГТМ – 120 ОСТ4. 060.013 | ||||||||||||||||||||
| Е04 | |||||||||||||||||||||
| О05 |
Произвести визуальный осмотр паяных соединений. |
||||||||||||||||||||
| О06 | Флюсовать места дефектных соединений флюсом ФКСП. | ||||||||||||||||||||
| О07 | Паять дефектные соединения. | ||||||||||||||||||||
| О08 | Проверить качество паяных соединений. | ||||||||||||||||||||
| О09 | Промыть места паек марлей, смоченной в спирте. | ||||||||||||||||||||
| О10 | Проверить качество паяных соединений. | ||||||||||||||||||||
| О11 | |||||||||||||||||||||
| О12 | |||||||||||||||||||||
| О13 | |||||||||||||||||||||
| О14 | |||||||||||||||||||||
| О15 | |||||||||||||||||||||
| О16 | |||||||||||||||||||||
| 17 | |||||||||||||||||||||
| 18 | |||||||||||||||||||||
| 19 | |||||||||||||||||||||
| 20 | |||||||||||||||||||||
| 21 | |||||||||||||||||||||
| 22 | |||||||||||||||||||||
| 23 | |||||||||||||||||||||
| 24 | |||||||||||||||||||||
| 25 | |||||||||||||||||||||
| 26 | |||||||||||||||||||||
МК |
ГОСТ 3.1118-82 Форма 36 |
||||||||||||||||||||
|
В |
Цех |
Уч |
РМ |
Опер |
Код, наименование операции |
||||||||||||||||
|
Г |
Обозначение документа |
||||||||||||||||||||
|
Д |
Код, наименование оборудования |
||||||||||||||||||||
|
Е |
См |
Проф |
Р |
УТ |
КР |
КОИД |
ЕН |
ОП |
К шт. |
Т п.з. |
Т шт. |
||||||||||
|
Л/М |
Наименование деталей, сб. единиц или материала |
||||||||||||||||||||
Н/М |
Обозначение, код |
ОПП |
ЕВ |
ЕН |
КИ |
Н расх |
|||||||||||||||
| В01 | 032 03 035 ЛАКИРОВКА | ||||||||||||||||||||
| Г02 | Инструкция №32/035 | ||||||||||||||||||||
| Д03 | Верстак 1-2-2 ОСТ4.ГО.060.006: Кисть КХЖК | ||||||||||||||||||||
| Е04 | |||||||||||||||||||||
| О05 |
Лакировать плату двумя слоями лака УР-231 |
||||||||||||||||||||
| О06 |
Сушить плату в условиях цеха 15-20минут |
||||||||||||||||||||
| О07 | Проверить количество лакировки. | ||||||||||||||||||||
| 08 | |||||||||||||||||||||
| 09 | |||||||||||||||||||||
| 10 | |||||||||||||||||||||
| 11 | |||||||||||||||||||||
| 12 | |||||||||||||||||||||
| 13 | |||||||||||||||||||||
| 14 | |||||||||||||||||||||
| 15 | |||||||||||||||||||||
| 16 | |||||||||||||||||||||
| 17 | |||||||||||||||||||||
| 18 | |||||||||||||||||||||
| 19 | |||||||||||||||||||||
| 20 | |||||||||||||||||||||
| 21 | |||||||||||||||||||||
| 22 | |||||||||||||||||||||
| 23 | |||||||||||||||||||||
| 24 | |||||||||||||||||||||
| 25 | |||||||||||||||||||||
| 26 | |||||||||||||||||||||
МК |
ГОСТ 3.1118-82 Форма 36 |
||||||||||||||||||||
Расчет электромагнитной совместимости.
Для оценки электромагнитной устойчивости изделий на печатной плате определяют емкостную и индуктивную составляющие, паразитные связи которые зависят соответственно от паразитной емкости между печатными проводниками и от паразитной взаимоиндукции между ними.
Паразитная емкость между двумя печатными проводниками определяют по формуле :
C=Cпог*L1=0.275*0.45=5.25 (пФ)
где Cпог=КпxЕ’ - погонная ёмкость между двумя проводниками
Е=(Еп+Ев)/2=(4.5+1)/2=2.75
где Еп =4,5-диелектрическая проницаемость материала печатной платы из стеклотекстолита.
Ев=1- диэлектрическая проницаемость воздуха.
Cпог=Кп*Е=0,275*0.5=1.44 (пФ/см)
Кп- коэффициент проницаемость которая приведена по графику на рисунке
Так как плата выполнена по третьему классу точности шаг координатной сетки выбран 1,25мм,ширина проводника 0,25мм
t1=t4 - 0,25мм-1В
S=1мм
Кп = 0,1 (пФ / см)
Паразитная индуктивность между печатными проводниками определяется по формуле: М = 2l1*((ln х 2l1 / (S + 0,5 ( t1 + t2)) – 1) = 5,4 нГн
12. Определим индуктивность печатных проводников:
L = Lпог*l1=18 (нГн),
где Lпог – погонная индуктивность печатных проводников (мкГн/см)
![]() Lпог
мкГн/см
Lпог
мкГн/см
![]()
![]()
![]()
![]()
![]()
0![]()
![]() ,007
,007
0![]()
![]()
![]() ,0015
,0015
0![]()
![]()
![]() ,0013
,0013
0![]()
![]()
![]() ,0011
,0011
0![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]() ,0009
,0009
![]()
![]()
0,1 0,2 0,3 0,5 1 2 t1 мм
Рисунок - График зависимости погонной индуктивности от ширины
Вычисляем частоту паразитного контура. Резонансная частота контура образуемая паразитными связями определяется по формуле:
Fпар = Ц1 / С((L1 + L2) – 2М) = Ц1 /1.44*10-9 *((4.5+1)*10-2)-2*5.4*10-12 = 2.5 (мГц)
Полученная частота лежит вне диапазона в рабочих частотах проектируемого устройства, следовательно, влияние на работу устройства она не оказывает.
5 Выбор и обоснование технологического процесса сборки и монтажа печатных плат
Методы сборки и монтажа печатных плат можно классифицировать по степени автоматизации сборочного – монтажных работ. При этом можно выделить следующие методы сборки:
Ручная:
Ручная подготовка элементов, ручная установка элементов, ручная пайка.
Частично ручная:
Ручная подготовка элементов, ручная установка элементов, автоматическая пайка.
С помощью автоматического оборудования:
Ручная подготовка элементов, автоматизированная установка элементов, автоматическая пайка.
Автоматизированное производство.
Следует отметить, что первый метод используется в единичном и мелкосерийном производстве и не имеющих автоматизированных процесов. Второй в основном в мелкосерийном, в среднесерийном частично, а третий и четвертый в крупносерийном производстве и массовом.
Установку ЭРЭ производится в ручную 150-30 А2 МО 400 ООО ТУ, обрезку производить кусачками по ОСТ4.ГО.060.012. Пайку производить на установке УПВ 903Б.
При разработке технологического процесса сборки и печатной платы проектированной мною устройства предлагаю применить второй вариант, при котором подготовка и установка осуществляется вручную, а пайка осуществляется автоматизировано.
Этот вариант является наиболее эффективным и целесообразным в соответствии с применяемым оборудованием имеющим на данном обороте. Он позволяет проводить минимальные затраты.
Для пайки дефектных соединений и пайку выводов ЭРЭ, устанавливаемых после пайки волной, производить в ручную электропаяльником ЭПНЦ=25/36 ГОСТ7219-83. При разработке технологии производства сборки печатной платы предлагаю применить частично автоматизированную методику производства, при которой подготовка и установка ЭРЭ осуществляется на полу автоматах или в ручную, а пайки ведется автоматически УПВ903Б установку технологии производства подготовки ЭРЭ к монтажу, технология производства установки ЭРЭ на печатную плату, сборке блоков, пайки электрических соединений следует проводить с учетом требований изложенных в следующих ОСТ:
ОСТ4.ГО.054.263
ОСТ4.ГО.054.264
ОСТ4.ГО.054.265
ОСТ4.ГО.054.266
ОСТ4.ГО.054.267
При проектировании технологии производства сборки печатной платы, много больше учтены требования к выше изложенным документам (разрабатывая технологию печатной платы я учитывал отросливые стандарты, которые были изложены ранее).
6 Выбор технологического оборудования применяемого для сборки и монтажа печатных плат
Сборка компонентов на ПП состоит из подачи их к месту установки, ориентации выводов относительно монтажных отверстий или контактных площадок, сопряжения со сборочными элементами и фиксации в требуемом положении. Она в зависимости от характера производства может выполняться вручную, механизированным или автоматизированным способами рисунке ниже.
Применение ручной сборки экономически выгодно при производстве не более 16 тыс. плат в год партиями по 100 шт. На моей плате расположено не более 40 элементов, в том числе 2 ИС. Существенным достоинством ручной сборки является возможность постоянного визуального контроля, что позволяет использовать относительно большие допуски на размеры выводов, контактных площадок и монтажных отверстий, делает возможным обнаружение дефектов ПП и компонентов. Если число устанавливаемых компонентов составляет от 5 до 50 млн. шт. в год, целесообразно использовать автоматизированное оборудование с управлением от ЭВМ. В условиях массового выпуска однотипных ПП (0,5...1 млн. шт. в год) применяются многостаночные линии, в которые входит до 50 единиц автоматического оборудования.
На ручную сборку компоненты целесообразно подавать подготовленными с облуженными, формованными и обрезанными выводами, уложенными по номиналам в технологические кассеты или магазины. Основная задача сборщика состоит в оперативной и правильной установке требуемого элемента на место, обусловленное конструкцией ПП. Чтобы уменьшить число ошибок, при сборке на ПП со стороны установки компонентов способом шелкографии наносятся их номер и направление установки или используется эталонная собранная плата. Кассеты и магазины элементов имеют аналогичные обозначения и располагаются вокруг места сборщика на удобном для него расстоянии. Печатные платы устанавливаются в держателе при помощи быстрозажимных фиксаторов. Повышение производительности достигается использованием многопозиционного держателя, в котором параллельно друг другу располагается несколько ПП. Рабочий за один прием устанавливает необходимое число одинаковых элементов на все платы.
Установка дискретных элементов не требует вспомогательных средств, при сборке ИС используются специальные механические держатели, обеспечивающие заданное положение всех выводов, или вакуумные захваты. После сопряжения компонентов с поверхностью ПП их положение может фиксироваться: подгибкой выводов у пассивных элементов (если не предусмотрен формовочный «зиг»), двумя диагонально расположенными выводами у ИС со штыревыми выводами, приклеиванием к плате флюсом, клеем, липкой лентой или путем установки в специальные держатели, расположенные на плате.
Технологические возможности расширяются с применением сборочных столов с гибкой индексацией адреса элемента. В этом случае программа последовательности установки записывается на подвижный носитель (например, гибкий диск) и переход на новую плату не вызывает затруднений. Индикация места установки компонента на плате производится сверху сфокусированным лучом света, который управляется сигналами, снимаемыми с гибкого диска. Очередность установки отражается на экране дисплея. За смену при помощи такого стола можно установить до 6000 компонентов.
В автоматических станках позиционирование сборочного стола осуществляется с высокой скоростью и точностью (±0,025 мч) при помощи безынерционных шаговых двигателей, управляемых от ЭВМ. Одновременно автоматизируется весь комплекс работ по установке и фиксации компонентов на плате, включая контроль Возможность гибкого управления сборочным оборудованием и высокая производительность (18...24 тыс. эл./ч) позволяют использовать их как в условиях серийного, так и крупносерийного производства. Однако стоимость такого оборудования в 5...7 раз выше стоимости станков с пантографами, повышаются требования к жесткости конструкции станка и точности выполнения рисунка ПП.
Сборочные машины для компонентов с пленарными выводами снабжаются контактирующими устройствами, которые выполняют монтажные операции сразу после сопряжения элементов. Наибольшее распространение для этих целей получил способ пайки оплавлением О-образным электродом. В качестве материала электрода используется вольфрам или молибден, не смачиваемые припоем, из которых изготавливают индивидуальную или групповую оснастку.
Технические характеристики некоторых автоматических установок для сборки микроблоков на ПП приведены в таблицах.
Таблица - Комплексы технологического оборудования по сборке узлов
на печатные платы
Наименование оборудования |
Шифр |
|
СТО№4 1.Автомат комплексной подготовки ИС. 2.Автоматическая установка очистки ИС. 3.Автомат с ПУ для установки и пайки ИС. 4.Установка автоматической очистки ячеек. |
ПИЖМ 041.933 001 ВЫМ.1.240.008 ПИЖМ 442.212.001 ВЫМ.1.240.007 |
|
СТО№1
Универсальный полуавтомат комплексной подготовки выводов микросхем |
СКЦИ 442.232.001 СКЦИ 442.174.001 СКЦИ 442.171.001 |
|
СТО№5
|
ПИЖМ 041.933 001-01 ВЫМ 1.240.008 ПИЖМ 442.212.001-01 ВЫМ 1.240.007 |
|
СТО№6
|
ПИЖМ 041.933.001-02 ВЫМ 1.240.008 ПИЖМ 442.212.001-02 ВЫМ 1.240 |
Таблица - Комплексы технологического оборудования по сборке узлов
на печатные платы
| Наименование оборудования | Шифр |
|
«УНИВЕРСАЛ» 1 Линия подготовки микросхем 2 Линия подготовки микросхем 3 Автомат сборки и пайки 4 Установка для очистки микросхем от флюса |
ЛПМ 901 ЛПМ 901 А АСП 901 ОМ 901 |
|
«АТЛАС» 1 Универсальный автомат с ПУ вклейки ИЭТ 2 Автомат с ПУ для укладки ИЭТ с перестройки установочного размера |
ГГМ1.139.003 ГГМ1.149.002-01 |
|
«ТРАССА» 1 Автомат вклеивания ИЭТ с аксиальными выводами в ленту по программе «ТРАЛ» 2 Автомат установки ИЭТ с осевыми выводами из 2-х рядной ленты «ТРОФЕЙ» 3 Автомат установки ИЭТ с аксиальными выводами |
КП36.61.00.00 КП34.53.00.00 КП36.03.00.00 |
|
«ТРАССА-ДИП» 1 Автомат подготовки ИС в корпусе 2 2 Автомат установки ИС в корпусе 2 |
КП45.31.00.00 КП16.72.00.00 |
|
«ТРАССА-ТРАНЗИСТОР» 1 Автомат подготовки транзисторов в пластмассовом корпусе типа КТ 13 2 Автомат установки транзисторов в пластмассовом корпусе типа КТ 13 |
КП34.05.00.00 КП34.02.00.00 |
Таблица – Технические характеристики автоматических установок для сборки микроблоков на печатные платы
| Фирма, страна | Модель |
Вид устанавливаемых компонентов |
Система подачи |
Производительность, эл./ч |
Максимальное число компонентов |
Занимаемая площадь, см 2 |
|
СССР |
ГГМ1.149.002 |
С аксиальными выводами |
На ленте | 6000 | 40 | ____ |
|
DYNA-PERT (США) |
VCD-E/K2 DIP-E/K2 |
С аксиальными выводами В корпусах DIP |
На ленте В магазинах (6050) |
18000 4000 |
40 60 |
152х101 216167 |
|
Motsushita Electrik Indastrial (Япония) |
Panasert-RT Panasert-A Panasert-D |
С радиальными Выводами С аксиальными выводами В корпусах DIP |
На ленте На ленте В кассетах |
6000 7200 4500 |
50 40 80 |
330256 508305 508305 |
| Amistral (США) | AI – 1000 | С аксиальными выводами | В магазинах (48) и на ленте (16) | 7200 | 64 |
457457 |
| Excellon Micronetics (США) | MC – 30 | Бескорпусные элементы, монтируемые на поверхность | На ленте, в магазинах или россыпью | 1000 -2200 | 400 |
152203 |
| Panasonic (Япония) | NM-2501 | Бескорпусные элементы |
На ленте (605000) |
6000 | 60 |
241330 |
| Universal Instruments (США) | Onserter 4711 и 4712 | Бескорпусные компоненты |
На ленте (644000) |
6000 | 64 |
457457 |
| MTI (США) | Micronlacer | Поверхностно-монтируемые компоненты и компоненты с вертикальными выводами | На ленте, в магазинах из вибробункера | 2000 | 60 |
152305 |
Технологический процесс изготовления печатных плат включает в себя:
изготовление заготовок фольгинированного текстолита;
сверление отверстий;
очистка отверстий;
нанесение слоя бористого-паладия на поверхность слоя печатной платы;
электрическое осаждение меди на заготовку;
нанесение рисунка на печатной платы на заготовку через фото шаблон;
удаление фото-резиста с пробельных участков;
травление меди с пробельных участков;
покрытие печатных проводников сплавом олово, свинец;
промывка печатной платы;
контроль печатной платы;
Наиболее трудоемкий и сложный процесс механической обработки печатной платы – получение отверстий под металлизацию, для сверления стеклопластик предлагаю использовать специальные сверла из керамических сплавов ВК-6М или ВК-8М.
В ыбор
оборудования
для автоматической
пайки проводится
по технико-экономическим
показателям
конкретных
образцов оборудования
методом оценки
параметров
оборудования
по бальной
системе. Количество
балов определяются
исходя из важности
параметров
для технического
процесса
электромонтажа.
ыбор
оборудования
для автоматической
пайки проводится
по технико-экономическим
показателям
конкретных
образцов оборудования
методом оценки
параметров
оборудования
по бальной
системе. Количество
балов определяются
исходя из важности
параметров
для технического
процесса
электромонтажа.
Таблица - Установки пайки.
|
Тип устан-ки Параметры |
Flowtinner | Весовой коэффициент | УПВ903Б | Весовой коэффициент | Electrow | Весовой коэффициент |
| 1.Ширина волны припоя. | 100 | 6 | 220 | 6 | 280 | 7 |
| 2.Скорость конвейера. | 0.3 | 7 | 2 | 7 | 0-6 | 5 |
| 3.Высота волны припоя. | 12 | 4 | 12 | 4 | 15 | 6 |
| 4.Точность потд. высоты. | - | 8 | ±0.1 | 8 | ±0.35 | 6 |
| 5.Время разогрева. | 95 | 6 | 127 | 7 | 150-300 | 4 |
| 6.Потребл. мощность. | 5 | 6 | 6 | 6 | 9 | 3 |
| 7.Стоим. в $ | 7000 | 3 | 8000 | 6 | 16000 | 2 |
Так как стеклотекстолит является высоко образивным материалом то стойкость сверл не велика и составляет в среднем от 3 до 7 тыс. отверстий. При выборе сверлильного оборудования необходимо учитывать такие особенности сверление несколько миллионов отверстий за смену, диаметр 0.4;0.6 мм. Точность сверления составляет 0.05 мм, в настоящее время используется несколько видов станков с ЧПУ.
Предлагаю для сверления отверстий в плате применять четырех шпиндильный станок с ЧПУ типа ОФ-101. Который имеет частоту вращения шпинделя 45 тыс. оборотов при точности позиционирования ±0.01 мм.
Для устранения наволакивания, получаемого в процессе сверления применяется последующая гидроабразивная очистка.
Важной операцией определяющей конструктивные и технические характеристики печатной платы является способ нанесения рисунка на заготовку печатной платы.
Наиболее часто для нанесения рисунка печатной платы применяют фотографический метод, а также метод фото печати.
Сетка графический метод обеспечивает высокую производительность, экономичен, в условиях массового производства, но обладает малой разрешающей способностью, точностью и плотностью монтажа. Платы которые изготавливаются с помощью этого монтажа соответствуют плану точности согласно ГОСТ23751-86.
Метод фото печати характеризуется высокой точностью, повышенной разрешающей способностью и плотностью монтажа. Он позволит использовать повышенные характеристики по ГОСТ23751-86. Для комбинированного метода изготовления печатной платы наиболее приемлемым является метод фото печати несмотря на его высокую стоимость.
В производстве чаще всего используются паяльникики, характеристики их изложены в таблице ниже.
Таблица – характеристики паяльников
| Параметры | Тип оборудования | |||||
| МЖ-92 | Вес.коиф. | ПИН-902 | Вес.коиф. | ЭПСН 36/40 | Вес.коиф. | |
| 1.Уровень нагрева. | 220-270 | 8 | 150-320 | 7 | 130-300 | 9 |
| 2.Потребл. мощность. | 0.035 | 5 | 0.04 | 4 | 0.04 | 4 |
| 3.Время разогрева | 1.5 | 2 | 2 | 1 | 2 | 1 |
| 4.Стоим. в руб. | 10 | 2 | 1200 | 1 | 800 | 5 |
Исходя из технико экономических показателей я выбрал паяльник ЭПЭН 36/40, т.к. он имеет наиболее приемлемые характеристики.
7. Выбор припоя и флюса, применяемых при пайке.
Флюсы при пайке необходимо выбирать в соответствии с отраслевым стандартом ОСТ 4. ГО 033.200. Для монтажа и пайки РЭА используют следующие флюсы:
канифоль сосновая марки А или В 100%;
флюс ФКСп,. содержащий от 10 до 60% канифоли и 40 – 90% спирта, при этом чаще используются 30% раствора канифоли в спирте;
флюс ФКТ, содержащий 20% раствора канифоли в спирте и 2-3% раствора тетробромида в этилацетате.
ФКЭт - 10% раствор этилацетата.
В соответствии с отраслевым стандартом выбираем припой ПОС-61 по
ГОСТ 21931-76. Припой рекомендован для пайки и лужения электро-радио элементов в том числе интегральных схем полупроводниковых приборов. Такой припой соответствует требованиям к разработки конструкции. Припой имеет температуру плавления 193-196 С0 . Указанный флюс достаточно активен в диапазоне роботы температуры пайки для выбора припоя не обладающего коррозийной стойкостью и легко удаляемый при помощи спирта, что особо важно при длительной эксплуатации изделия. В качестве очистительной жидкости предлагается использовать этиловый спирт, который легко удаляет остатки канифоли с мест пайки. При электрическом монтаже допускается применять спирта нерасовую смесь, спирт этиловый ректификат ГОСТ 18300-82 и нефрасы по ГОСТ 8505-78. Для пайки регулирующих элементов применяется припой ПОСК 50-18 с температурой плавления 145-147С0, состав которого 50% олова, 18% кадмия, остальное свинец.
Для пайки чувствительных к температурным перегревам элементов применяется также сплав ВУДА и сплав РОЗЕ.
Сплав ВУДА содержит: 10% кадмия, 40% висмута, 9% олова и 41% свинца. Сплав РОЗЕ состоит: 18% олова, 50% висмута, 32% свинца.
Очистные жидкости предназначены для отмывки изделия от флюсов после пайки. При выборе очистной жидкости необходимо учитывать состав останков флюса от пайки, растворяющая способность жидкости, влияние на устройство, пожаробезопасность.
Остатки флюсов после пайки должны удаляться не позднее через один час, если время не оговорено в ТУ.
8 Расчет технологичности изделия
Технологичность конструкции изделия – совокупность свойств конструкции изделия, проявляемых в возможности оптимальных затрат труда, средств, материалов и времени, при технической подготовке под производство, изготовления, эксплуатации и ремонта изделия по сравнению соответствующими показателями однотипных конструкций изделия одного назначения. Технологичность как совокупность свойств изделия находится в тесной связи с остальными свойствами изделия. Иначе, ТКИ совокупность свойств изделия, определяющих способность его конструкции к оптимальным затратам ресурсов при производстве и эксплуатации для заданных показателей качества, объема выпуска и условия проведения работы.
При определении надежности изделия испытывают качественные характеристики и количественные показатели ТКИ. К качественным характеристикам ТКИ относят:
взаимозаменяемость – свойство составной части конструкции изделия, обеспечивающее возможность применения ее в место другой ее части, без дополнительной обработки, с сохранением заданного качества изделия;
контролепригодность – свойство, обеспечивающее возможность удобства и надежность при сборке изделия.
Конструкции проектируемого устройства выполнена таким образом, чтобы удовлетворять все качественным показателям изделия. Основной элемент печатной платы разработан с учетом оптимального расположения на ней ЭРЭ, при этом все типы номиналов ЭРЭ применяемые в схеме могут быть заменены на аналогичные.
Контролепригодность обеспечивается удобством доступа ко всем элементам схем, при проверке электрических параметров на их выводах, а также возможностью чтения номиналов ЭРЭ.
Количественная оценка проводиться в соответствии со стандартами ЕСКТП ГОСТ 14201-83, ГОСТ14204-73, ОСТ4.ГО.091.219.
Указанные стандарты определяют оценку технологичности изделия:
По частным показателям Ki;
По комплектующему показателю K, который рассчитывается по средневзвешенной величине относительно частных показателей с учетом весовых коэффициентов.
Отраслевой стандарт по ОСТ4.ГО.091.219, предусматривает выбор состава базовых показателей ТКИ и их расчет.
1) Коэффициент механизации подготовки ЭРЭ к монтажу
![]()
где
![]() - количество
ЭРЭ, подготовка
которых ведется
автоматически;
- количество
ЭРЭ, подготовка
которых ведется
автоматически;
![]() - общее количество
ЭРЭ.
- общее количество
ЭРЭ.
2) Коэффициент автоматизации и механизации монтажа изделия
![]()
![]()
где
![]() - общее количество
монтажных
соединений;
- общее количество
монтажных
соединений;
![]() - количество
монтажных
соединений,
которые выполняются
автоматизировано.
- количество
монтажных
соединений,
которые выполняются
автоматизировано.
3) Коэффициент сложности сборки
![]()
где Е1 – количество типов размеров узлов, входящих в изделия и не требующих регулировки;
Е2 – общее количество размеров.
4) Коэффициент механизации контроля и настройки
![]()
где
![]() - количество
операций контроля
и настройки,
которая осуществляются
автоматически;
- количество
операций контроля
и настройки,
которая осуществляются
автоматически;
![]() - общее количество
операций контроля
и настройки.
- общее количество
операций контроля
и настройки.
5) Коэффициент повторяемости ЭРЭ
![]()
Таблица - Показатели ТКИ
| Наименование показателя | Весовой коэффициент | Полученное значение |
|
Коэффициент
механизации
подготовки
ЭРЭ к монтажу
|
1 | 0.84 |
|
Коэффициент
автоматизации
и механизации
монтажа изделия
|
1 | 0.8 |
|
Коэффициент
сложности
сборки
|
0.75 | 1 |
|
Коэффициент
механизации
контроля и
настройки
|
0.5 | 0 |
|
Коэффициент
повторяемости
ЭРЭ
|
0.187 | 0.58 |
Комплексные показатели технологичности
Для радиотехнических изделий при установившемся серийном производстве базовый показатель технологичности должен быть не менее 0.3.
В рассматриваемом проекте базовый показатель равен 0.73, что говорит о высокой ТКИ.
9 Выбор материала защитного покрытия
Согласно рекомендациям отраслевого стандарта ОСТ 4ГО.033.200 “Припои и флюсы для пайки” выбираем припой ПОС61 по ГОСТ 21931-76, который имеет температуру плавления около 190 0 С. Этот припой рекомендован для пайки и лужения ЭРЭ, в том числе интегральных схем, полупроводниковых приборов, печатных кабелей и др., что соответствует требованиям разрабатываемой конструкции.
В связи с тем, что РЭА эксплуатируется часто в достаточно жестких климатических условиях. На неё оказывает влияние: температура, влажность, наличие микроорганизмов и грызунов. Для защиты аппарата от климатического воздействия применяется герметизация отдельных элементов, сборочных единиц и всего изделия в целом. Герметизация позволяет стабилизировать процессы на поверхности и объеме изделия, стабилизировать параметры при изменения сост. окружающей среды.
Для герметизации применяются полимерные материалы и композиции на их основе. Чаще используются пропиточные лаки. Состоящие из плёнкообразных веществ и растворителей, которые водятся в классификацию ускорителей отверждения и фунтиуиды.
Существует достаточно большое количество материалов для герметизации, которые характеризуются теплофизических, электроизоляционных свойств, а также обладающими определенными технологическими свойствами.
Лаки УЛ-231, ЭП-730, ЭП-914, МЛ-92 алкидно миломиновый лак, КЛ-835 кремниевый органический лак. Указанные лаки применяются в основном как покрываемые при обволакивании однако для влагозащиты печатных плат, гибких кабелей, высокочастотных узлов.
Разработанная мною аппаратура будет использоваться в лабораторных условиях и в том числе с повышенной влажностью для защиты её от воздействий внешних факторов плату аппарата обрабатывается защитным лаком УР-231 двумя слоями, которые отличается повышенной влагостойкостью, эластичностью, малыми диэлектрическими потерями, является также дешевым.
10 Мероприятия по защите от статического электричества
Требования по защите от статического электричества изложены в ОСТ 84-1924-81.
1. Для исключения накопления электических зарядов статического электричества на поверхности оборудования рекомендуется использовать для покрытия рабочей поверхности столов материалы с высокой электрической проводимостью.
2. Рабочие столы должны быть окантованы заземляющими шинами
из цветного металла. Шины должны быть надежно заземлены к цеховому заземляющему контуру через сопротивление 1 Мом.
3. Рабочее место должно иметь клемму с надписью “земля” для подключения антистатического браслета и заземления оснастки.
4. На рабочих местах в процессе работы с радиотехнической аппаратурой должны находиться материалы, инструменты, аппаратура и оборудование, предусмотренные технологическим процессом и документацией на изделие.
5. Инструмент, приспособления и технологическую контрольно-из-мерительную аппаратуру, используемую в работе с ИМС и полупроводниковыми приборами , делят на следующие группы:
а) конструкции, для которых используются электрические напряжения. Они должны заземлятся согласно “ Правилам технологической эксплуатации электроустройств ”;
б) конструкции, не предназначенные для работы в цепях с электрическим напряжением. Эта группа должна обеспечиваться заземлением в виде шин и проводов, подключенных к цеховому заземляющему контуру через сопротивление 1 Мом ;
в) ручной монтажный инструмент допускается не заземлять, но в этом случае исполнитель должен работать с антистатическим браслетом , подключенным к цеховому зазеляющему контуру через сопротивление 1 Мом. На ручках монтажного инструмента паличие изоляционных трубок не допустимо.
6. Хранение и транспортирование полупроводниковых приборов должны производиться в деревянной таре или таре из антистатического материала. Вскрытие тары разрешается только при наличии у рабочего антистатического браслета или х/б перчаток по ГОСТ 1108-74.
7. Перед началом работы для снятия заряда статического электричества, в случае невозможности применения антистатического браслета, исполнитель должен коснуться заземляющего контура на 3-5 сек.
11 Контроль печатной платы
В процессе производства проводиться контрольные испытания печатных плат необходимых для определения качества изделия под которым понимают степень их соответствия требованием технических условий чертежей отраслевого и государственного стандартов.
Строгое соблюдение режимов и последовательность операций процесса производства. Организация систем управления качества использования автоматического оборудования со встроенными средствами активного контроля.
Входному контролю подвергается такие материалы, как например диэлектрический фоторезистор при этом особое внимание уделяется техническим свойствам материала, при операционном контроле тщательно проверяется качество фотошаблонов и сетчатых трафаретов, монтажных отверстий. Высокая надёжность операционного контроля приводит к минимальному числу дефектных изделий выпускаемых на предприятии. При окончательном контроле изготовление печатных плат контроль внешнего вида инструмента, контроль геометрических параметров оценивает точность выполнения отдельных элементов проводят металлизацию отверстий их устанавливают к токопроводящей нагрузки определяют целостность токопроводящих цепей и сопротивление изоляции.
При проведении контроля могут быть выявлены дефекты: отслоение элементов печати, выход отверстий за пределах контактных площадок, вздутие , коробление
Для контроля печатных плат используются стандартные инструменты для измерения линейных размеров, проекторы для визуальной определения формы рисунка печатной платы. Печатные платы испытываться в условиях повышенного механического воздействия, в процессе производства ПП проводиться приемо-сдаточные, периодические и типовые испытания.
12 Расчет топологии печатной платы
Расчет номинального значения диаметра отверстия. В моем курсовом проекте я буду расчет для диаметра отверстий 0.8 и 1 мм. Расчет наименьшего значения диаметра отверстий.
Наименование значений определяется по формуле:
![]()
![]()
dэ – max значение диаметра вывода элемента, установленного на печатной плате;
r – радиус min значением диаметра отверстия и max значением диаметра вывода установленного элемента;
Δά –нижнее предельное отклонение номинального значения диаметра отверстия;
Рассчет min диаметра контактной площадки
![]()
![]()
![]()
![]()
ά – номинальное значение диаметра монтажного отверстия;
ΔάВО – верхнее предельное отклонение номинального значения;
b – гарантийный поясок.
![]()
![]()
D
b=0.1 (3-класс)
ΔαТр – глубина подравнивания диэлектрика;
Тд – значение позиционного допуска расположения центровых отверстий относительно номинального положения узла координатной сетки;
ТD – значения позиционного допуска расположения контактных площадок относительно их номинального положения;
![]() - нижняя
придельное
отклонение
ширины проводника.
- нижняя
придельное
отклонение
ширины проводника.
Расчет наименьшего номинального расстояния для прокладки n-го количества проводников.
![]()
![]()
где t – ширина печатных проводников;
n – количество проводников;
S – расстояние между краями соседних элементов проводящего рисунка.
Заключение
В данном курсовом проекте я рассмотрел принцип действия моего устройства, сконструировал его конструкцию, составил технологическую карту, произвел выбор технологического оборудования, которое применяется при сборке и монтаже плат, а также выполнил расчеты механической прочности, конструкции изделия, надежности, топологии печатной платы, электромагнитной совместимости, произвел выбор тех процесса.
С моей точки зрения, что проектируемое мною устройство может успешно введено в производство, так как данное устройство имеет спрос на рынке народного хозяйства.
Библиографический список
1 Лихачев В.М.: Конспект по «Автоматизации», «Конструирование тех РПУ»
2 Журнал «Радио», №12, 2002г.; статья Гричко В.
3 Романычева Э.Т., Иванова А.К., Инженерная и компьютерная графика. Москва 1996г.
4 Полупроводники приборы: Транзисторы. Справочник/В.Л. Аронов, А.В.Баюков.-М.: Энергоатомиздат, 1986.
Изм. Лист № докум . Подп. Дата
КП.1910.04.001 ПЗ
Лист
Содержание
Заключение Библиографический список Приложение: Схема электрическая принципиальная «пульт ДУ» КП.1910.04.003 ЭЗ Перечень элементов КП.1910.04.003 ПЭ3 Сборочный чертеж печатной платы КП.1910.04.005 СБ Спецификация КП.1910.04.005 Печатная плата КП.1910.04.004 |
||||||||||
КП1910.04.001. П3 |
||||||||||
Изм |
Лист |
№ докум. |
Подпись |
Дата |
||||||
|
Разраб. |
Рогалев А.В,. |
Пульт ДУ |
Литер. |
Лист |
Листов |
|||||
|
Руководит. |
Лихачев .В.М. |
|||||||||
СПТ гр. Р-51 |
||||||||||
Самарский Приборостроительный техникум
Специальность 1910
Радиоэлектронные приборные устройства
Курсовой проект.
На тему: Разработка технологического процесса сборки и монтажа
печатной платы «Пульт ДУ»
Разработал студент гр. Р-51: Рогалев А.В
Преподаватель: Лихачев В.М.
2004 г.