
Рефераты по геополитике
Рефераты по государству и праву
Рефераты по гражданскому праву и процессу
Рефераты по делопроизводству
Рефераты по кредитованию
Рефераты по естествознанию
Рефераты по истории техники
Рефераты по журналистике
Рефераты по зоологии
Рефераты по инвестициям
Рефераты по информатике
Исторические личности
Рефераты по кибернетике
Рефераты по коммуникации и связи
Рефераты по косметологии
Рефераты по криминалистике
Рефераты по криминологии
Рефераты по науке и технике
Рефераты по кулинарии
Рефераты по культурологии
Рефераты по зарубежной литературе
Рефераты по логике
Рефераты по логистике
Рефераты по маркетингу
Рефераты по международному публичному праву
Рефераты по международному частному праву
Рефераты по международным отношениям
Рефераты по культуре и искусству
Рефераты по менеджменту
Рефераты по металлургии
Рефераты по муниципальному праву
Рефераты по налогообложению
Рефераты по оккультизму и уфологии
Рефераты по педагогике
Рефераты по политологии
Рефераты по праву
Биографии
Рефераты по предпринимательству
Рефераты по психологии
Рефераты по радиоэлектронике
Рефераты по риторике
Рефераты по социологии
Рефераты по статистике
Рефераты по страхованию
Рефераты по строительству
Рефераты по схемотехнике
Рефераты по таможенной системе
Сочинения по литературе и русскому языку
Рефераты по теории государства и права
Рефераты по теории организации
Рефераты по теплотехнике
Рефераты по технологии
Рефераты по товароведению
Рефераты по транспорту
Рефераты по трудовому праву
Рефераты по туризму
Рефераты по уголовному праву и процессу
Рефераты по управлению
Реферат: История печатных средств информации.технология допечатных процессов
Реферат: История печатных средств информации.технология допечатных процессов
Контрольная работа
Выполнил: студент Шапошников Александр Олегович
Московский государственный университет печати
Вопрос 1. Изобретение строкоотливных машин
Вплоть до начала XIX века изготовление литер и набор оставались ручными и мало изменились по своей сути со времен Гуттенберга. Между тем в середине XIX века среди издателей отдельных газет (в особенности в Америке) развернулась ожесточенная конкуренция, которая привела к стремлению давать наиболее свежий материал: все, что случилось накануне и даже ночью, – должно было найти место в утренней газете. Для этого надо было не только довести до быстроты курьерского поезда печатание газет, но и сам набор производить так, чтобы последние ночные новости в несколько минут были не только набраны, но также сверстаны и вставлены в полосы газет. Ручной наборщик, набиравший в час не более 1000 букв, то есть 23 строки, для этого не годился. Сначала пытались ускорить его работу отливкой наиболее ходовых слогов (так называемых логотипов), но это мало помогало делу, так как увеличивало количество отделений в наборной кассе и потому только усложняло работу. Тогда появилась мысль механизировать процесс набора.
В 1822 году английский инженер Уильям Черч (William Church) после пятнадцатилетних трудов сконструировал первую, еще не совершенную, наборную машину. Это изобретение произвело на современников большое впечатление, и газеты поместили обстоятельное описание механического наборщика.
Машина Черча состояла из устойчивой деревянной рамы (двух перпендикулярных столбов, связанных перекладинами), стоящей на подножках, и приводилась в действие нажимом на педаль. В верхней ее части находились пюпитры, на которых были расположены пеналы с литерами. На нижнем бруске рамы помещалась клавиатура, ее кнопки удерживались в надлежащем положении посредством спиральных пружин. Ударом по клавише нижняя литера освобождалась из пенала на переднюю часть пюпитра и особым приспособлением направлялась на его середину. Нажатием ручки литера отсюда попадала в собирательный канал. Таким образом, из всех ручных операций, которые приходилось выполнять наборщику, здесь была механизирована только одна – поиск и подача литеры. Практического применения машина Черча не получила, но ее конструкция послужила отправной точкой для всех последующих изобретателей. В течение нескольких лет было создано еще несколько наборных машин, но все они имели весьма существенный недостаток – в них не была продумана разборка набора и распределение литер по отделениям кассы, а ведь именно эта работа отбирала у наборщика очень много времени.
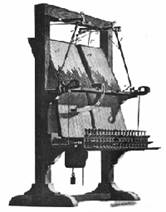
Наборная машина Уильяма Черча
Важным шагом к разрешению этой задачи стало изобретение датского наборщика Христиана Cоренсена (Christian Sorensen), который в 1851 году создал свою наборную машину «Тахеотип» (Tacheotyp). Эта машина помещалась на столе и напоминала пианино. В середине была устроена воронка, поставленная отверстием кверху. В воронке помещались два цилиндра, внизу наборный, а вверху – разборный. Оба приводились в движение посредством зубчатого колеса.

Христиан Cоренсен (1818–1861 гг.)
Рядом с каждым цилиндром помещалось одинаковое число прямостоящих медных реек (120 штук) с выступающим стержнем в виде ласточкиного хвоста. Каждая литера имела особые прорези (сигнатуры), соответствующие форме какого-либо из стержней, они нанизывались на эти стержни одна за другой и направлялись в середину аппарата. Когда рабочий ударял по какой-то клавише, освобождалась надлежащая буква, которая затем попадала через желобок в воронку, а оттуда на верстатку. Когда строка заканчивалась, второй наборщик выравнивал ее. Разборки шрифта происходила одновременно с набором. Разборный цилиндр имел столько же каналов, сколько было литер. Над каналами верхнего цилиндра находилась металлическая касса, прорези в которой соответствовали сигнатурам литеры. Разбираемая строка продвигалась по металлической полосе, и каждая буква попадала в соответствующее отверстие, где нанизывалась на стержень.
Идея сигнатур оказалась очень плодотворной и получила применение в позднейших наборных и словолитных машинах, но сама машина Соренсена почти не применялась. Более широкое распространение получила машина Фрезера, фактически состоявшая из двух – наборной и разборной.
В наборной машине литеры помещались рядами в каналах, расположенных горизонтально. Ряды литер подталкивались к отверстиям каналов особым пружинным устройством. У отверстий каналов имелись приспособления, выталкивающие литеры; последние с каждым ударом клавиши падали одна за другой между ребрами воронки и попадали в собиратель. Выравнивание строк производил второй наборщик.
Совершенно новый принцип применил Фрезер для разборной машины. Разбор происходил посредством работы на клавиатуре. Там, где на наборной машине находились каналы с литерами, в разборной машине находилась гранка с разбором. От последней особым приспособлением отделялись форматные строки и устанавливались в одну длинную строку, подходившую к воронке, имевшей опрокинутый вид. Разбираемые литеры попадали в каналы переносных магазинов не прямо, а размещались вначале в распределителях. Машина Фрезера оказалась одной из лучших. Она получила распространение в Англии и Америке и употреблялась во многих типографиях вплоть до начала XX века.
Перед всеми создателями наборных и словолитных машин стояло труднейшее препятствие, мешавшее полной механизации процесса набора – как добиться того, чтобы все строки имели одинаковую длину. Даже в самых лучших машинах эту операцию приходилось выполнять вручную. Только в 1871 году американец Меррит Гелли запатентовал машину с автоматическим выравниванием строк. Решение, найденное им, оказалось гениальным по своей простоте. Когда надо было отделить одно слово от другого из магазина машины подавался плоский клин, более толстый книзу и тонкий кверху, который становился в ряд с матрицами. Когда набор строки заканчивался, достаточно было надавить на литеры. При этом клинья передвигались, так что расстояния между словами увеличивались и строки получали определенную одинаковую длину.
Одновременно с наборными машинами совершенствовалась техника отливки литер. В 1838 году американец Давид Брэс (David Bruce) изобрел литеролитную машину, которая затем вошла во всеобщее употребление. В машине находился небольшой плавильный тигель с расплавленным металлом для литер (он состоял из 70% свинца и 30% сурьмы). Все операции машина выполняла автоматически при повороте рабочего колеса. Во время первой части движения поднимался поршень насоса, и в насос проникал расплавленный металл. При этом подвигалась литерная форма, отверстие которой примыкало прямо к отверстию трубки, выбрызгивающей расплавленный металл. Затем поршень опускался, и металл попадал в литейную форму. После этого форма отодвигалась, раскрывалась и выкидывала букву. Но каждую литеру затем еще необходимо было отшлифовать и обрезать по ее краям лишний металл. Эта работа проводилась уже вручную. Машина Брэса применялась в течение 50 лет. Правда, уже в 1853 году Джонсон создал комплексную словолитную машину, в которой не только отливка, но и дальнейшая обработка литер происходила автоматически.

Словолитная машина Давида Брэса.
Долгое время словолитные и наборные машины развивались независимо друг от друга. Однако подлинный переворот в наборном деле произошел только после того, как появилась идея объединить две эти машины в одну. В 1886 году подмастерье часовых дел Оттмар Маргенталер (Ottmar Mergenthaler) из Балтимора, используя конструкторские находки многих своих предшественников, создал машину, которая получила название «линотип». Она не составляла строки из литер, а отливала их целиком, что сразу резко повысило производительность набора. На линотипе Маргенталера работа шла так. Наборщик, сидя перед клавиатурой и имея перед глазами оригинал набора, ударял по той или иной клавише. При каждом ударе из магазина, расположенного наклонно вверху машины над клавиатурой, выпадала из своего желобка матрица и по бесконечному ремню скользила вниз к находившейся по левую сторону от наборщика верстатке (собирателю матриц). По окончании строки наборщик нажимом рычага переводил всю строку матриц к отливочной форме, около которой находился котелок с расплавленным типографским металлом. Когда строка матриц устанавливалась перед отливной формой, происходило выравнивание ее длины с помощью плоских клиньев так, как это было описано выше.
Оттмар Маргенталер (1854–1899 гг.)
После этого отливочная форма прижималась к отверстию у тигля. Из котелка металл приливался к матрицам, строка отливалась. затем тут же застывала, обрезалась, шлифовалась и еще в горячем виде выталкивалась на строкособиратель, становясь в ряд с другими ранее отлитыми строками. Между тем клинья отделялись от матриц и становились на свое место, особая рука захватывала матрицы, поднимала их к верхнему краю магазина – и благодаря особым нарезам на матрицах, различным для каждой матрицы, последние, скользя по бесконечному винту, попадали каждая в свой желоб.
Линотип Оттмара Маргенталера 1884 г.
Линотип имел для каждой матрицы несколько типов и размеров шрифтов и давал возможность набрать газету с начала до конца, с заголовками, подзаголовками, объявлениями и прочим. Опытный наборщик успевал набрать на нем до 12 000 букв за час. Такое значительное ускорение по сравнению с ручной работой было чрезвычайно важно и отвечало давно назревшей потребности. За это говорит также коммерческий успех нового изобретения. Несмотря на свою сложность и значительную стоимость, линотипы получили широкое распространение по всему миру. Уже в 1892 году их было выпущено более 700 штук.
Вопрос 2. Назначение верстки и монтажа полос, особенности электронных методов выполнения этих процессов
Подготовка публикаций к изданию – сложный и продолжительный процесс. Он состоит из длинной цепочки взаимосвязанных этапов. До недавнего времени каждый этап выполнял профессионал узкой специализации: редактор, корректор, художник, наборщик, печатник. Появление настольных издательских систем (Desktop Publishing – DTP) способствовало стиранию граней между отдельными этапами подготовки изданий. Мощность средств автоматизации издательского труда, включенных в DTP, настолько велика, что практически весь процесс подготовки публикации к изданию может выполнить один человек. Очевидно, что такой «профессионал широкого профиля» должен хорошо разбираться в технологических особенностях отдельных этапов, учитывая при этом их взаимосвязь и взаимозависимость.
Назначение верстки.
ВЕРСТКА в полиграфии - 1) составление страниц (полос) газеты, журнала, книги определенного размера из набранных строк, заголовков, иллюстраций и т. п. в соответствии с разметкой или макетом. 2) Оттиск (корректура) со сверстанного набора, предназначенный для исправления ошибок.
Версткой называют производственный процесс составления (монтажа) книжных, журнальных и газетных полос заданного формата из подготовленного набора всех видов и иллюстраций.
Верстка – один из основных процессов полиграфического производства, в ходе которого печатное произведение приобретает окончательный вид. От качества ее выполнения прямо зависит качество готовой книги, журнала или газеты. Это также один из наиболее сложных процессов, обеспечивающий при соблюдении обязательных технических правил стилевое и техническое единство оформления и художественную целостность издания, соответствие каждой полосы, каждого разворота как их содержанию, так и общему принципу оформления издания.
Согласно общепринятым правилам, все рядовые полосы должны иметь одинаковые размеры; спуски в спусковых полосах по всему изданию должны также иметь одинаковые размеры. Набор не должен быть ни «жидким», ни «рыхлым». Последнее правило обеспечивается благодаря обеспечению определенных размеров междусловных пробелов. На полосах не должно быть висячих строк – последняя строка абзаца в начале полосы и первая строка абзаца в конце полосы. Для устранения висячих строк применяют операцию, которая носит название вгонка-выгонка. При осуществлении этой операции изменяют междусловные пробелы в одном из абзацев, который предшествует висячим строкам. В результате висячая строка либо убирается на предшествующую полосу, либо на данную полосу выгоняется строка, предшествующая висячей. На полосе также должны отсутствовать коридоры – совпадения междусловных просветов более чем в трех строках. Убрать коридоры можно также путем изменения размеров междусловных просветов.
Верстка полос осуществляется на основе макетов, которые дают представление о размещении материалов на полосах будущего издания, о шрифтах, которые будут использованы при верстке и других элементах оформления. Используются следующие разновидности макетов: макет в виде словесных указаний, часто на специальном бланке, эскиз, выклейной макет, электронный макет. В словесных указаниях для верстальщика сообщаются необходимые сведения об оформлении полос – формат полос, размеры полей, характер заверстки иллюстраций, размещение заголовков, гарнитура, кегль, начертание основных и дополнительных шрифтов. Эскиз содержит такие же сведения, но он более нагляден, так как на нем отображены основные элементы издания. Таким же достоинством обладает и выклейной макет, но процесс его изготовления более длителен, потому что при его изготовлении на лист бумаги, формат которого соответствует формату страницы, наклеивают текст и изображения, подобные тем, которые должны находиться на полосе. Электронный макет изготавливается в программах верстки. На нем расположение текста и изображений показывается окрашенными прямоугольниками.
Для книжно-журнальной и газетной верстки применяются такие программы как QuarkXPress, InDesign. Для верстки изданий, содержащих большое количество математических формул, таблиц и т. д. используются специальные программы.
Процесс верстки состоит из нескольких этапов:
Определение формата полосы, т. е. задаются формат страницы, размеры полей.
Задаются и сохраняются стили оформления отдельных элементов, для того, чтобы автоматически соблюдалось единообразие оформления основных элементов издания. Стиль оформления подразумевает выбор гарнитуры, кегля, начертания шрифта.
Создаются шаблоны. Для автоматического отображения на полосах издания повторяющихся элементов, например, колонцифры, колонтитул.
При верстке полос для размещения текста и изображений создаются блоки. Текстовые блоки после их активации заполняются текстом. Тексту в блоке можно задать стиль либо из созданных ранее, либо пользуясь соответствующими палитрами программы. Иллюстрационные блоки после активации заполняются изображениями, обработанными ранее в соответствующих программах. В программах верстки можно менять масштаб изображений, но обрабатывать изобразительную информацию не рекомендуется. Программы верстки позволяют рисовать штриховые изображения. После заполнения текстовых блоков верстку необходимо отредактировать для того, чтобы соблюдались правила верстки.
Монтаж полос.
Спуск полос – расстановка полос в печатной форме в таком порядке и положении, чтобы после печати и фальцовки листа получалась тетрадь с правильно следующими одна за другой страницами и правильно расположенными на страницах полосами.
В зависимости от формата продукции, печатной машины и размера бумажного листа на печатной форме может располагаться несколько страниц или сюжетов. Задача монтажа – не только совместить фотоформы, выведенные «внарезку», для последующего изготовления печатных форм, но и сделать спуск полос. В чем состоит эта процедура? Страницы издания в пределах печатного листа располагаются в определенном порядке, который позволяет впоследствии сфальцевать лист в один или несколько сгибов и получить готовую для шитья тетрадку. Для этого монтажисту необходимо разместить страницы на листе так, чтобы после фальцовки была возможность обработать полученную тетрадь:
при комплектовке вкладкой и шитье на ВШРА на скрепку у тетради должен быть шлейф;
при комплектовке подборкой и шитье на клей в корешке должно быть поле для торшонирования;
с трех сторон тетради должно быть поле для подрезки;
при спуске полос на сложно-фальцованные буклеты необходимо учесть, что ширина внутренних страниц должна быть меньше на 1–2 мм (в зависимости от плотности бумаг) ширины наружных;
при изготовлении спуска для обложки необходимо заложить толщину биговок на корешке и учесть расположение рубчика на передней сторонке и т. д.
То есть, чем сложнее в послепечатной обработке издание – тем точнее должен быть монтаж и спуск полос.
В большинстве типографий монтаж – сугубо ручная операция. А следовательно и точность монтажа весьма приблизительная (в пределах 0,05–0,1 мм). И это зависит не только от аккуратности исполнителя, но и от чисто физических факторов: у приводочных крестов есть определенная ширина, у астролона, на котором собираются пленки есть толщина, у пленок тоже есть своя толщина. Каждая их этих толщин – оптическая среда со своим светорассеянием и преломлением, и, следовательно, монтаж – это слоеный пирог из пяти оптических сред (миллиметровка, астролон, фотоформа, астролон, фотоформа), толщина которого не позволяет добиться такой же точности совмещения, что и на фотонаборе. Вот и получается – чем больше сюжетов необходимо смонтировать на форме, тем больше может быть погрешность. Добавьте сюда монтаж с маской, если есть необходимость точного стыка по растру двух страниц в корешке; простой печатной машины, если на форме неприжим из-за пылинки, попавшей в пространство пленка–форма. Вывод напрашивается один: для работы на монтажно-копировальном участке требуется огромная концентрация внимания, так как цена ошибки – приладка и простой печатной машины.
Размещение полос (спуск полос) зависит от многих факторов – от доли листа, от того, как запечатывается оборотная сторона бумажного листа, со своей формы или с чужой. Кроме того, спуск полос зависит от способа комплектовки блоков: подборкой или вкладкой. В случае комплектовки вкладкой необходимо учитывать тот факт, что внутренние тетради при этом виде комплектовки вылезают за пределы внешних. В результате после обрезки передние поля этих тетрадей уменьшаются. Чтобы этого не случалось, в процессе верстки полосы внутренних тетрадей необходимо сдвигать к корешковому полю. Таким образом, при комплектовке подборкой корешковые поля внутренних тетрадей следует уменьшать по сравнению с внешними тетрадями. При изготовлении монтажей необходимо также учитывать способ скрепления издания. Если будет использовано бесшвейное клеевое скрепление, необходимо при изготовлении монтажей увеличить размер корешкового поля. Изготовление монтажей усложняется в том случае, если изготовляется комплект монтажей для четырехкрасочной печати, так как при этом необходимо обеспечить совмещение четырех однокрасочных изображений.
Но с наступлением эры полностью цифрового технологического процесса и крупноформатных устройств вывода появилась возможность сократить затраты времени и денег на спуск полос. Собирая страницы вместе в электронном виде в процессе, получившем название «спуск полос» (imposition), мы можем создавать готовые для экспонирования печатных пластин листы пленки (или сами пластины, если вместо фотонаборного автомата применяется устройство прямого вывода форм). В этом случае медленный и дорогой процесс ручного монтажа становится ненужным.
Когда форма создается в электронном виде, программа спуска безошибочно размещает страницы. Любой, кто занимался выпуском восьмистраничных информационных бюллетеней форматом 216х279 мм, знает, что страницы необходимо расположить таким образом, чтобы когда читатель переворачивал их, страница 2 оказывалась на обороте страницы 1, далее следовала страница 3 и так далее. Это значит, что на принтере формата таблоид страницы 8 и 1 должны располагаться рядом, такие же пары должны составлять страницы 2 и 7, 6 и 3, а также 4 и 5.
Чем длиннее публикация, тем сложнее схема спуска полос для нее. Например, 64-страничный журнал может состоять из четырех 16-страничных тетрадей, для каждой из которых потребуется изготовить две восьмистраничных формы. В этом случае печатная машина должна напечатать на обеих сторонах четырех листов бумаги по восемь страниц. А затем, чтобы изготовить журнал, имеющий нумерацию страниц от 1 до 64, листы должны быть сфальцованы, собраны вместе, скреплены и подрезаны.
Программы спуска полос «помнят» все детали, такие как:
количество страниц в публикации;
количество страниц в тетради (обычно кратное 4, 8, 16 или 32);
размеры иллюстраций, выходящих за край запечатанного листа;
размеры обрезки блока;
расположение обрезных и реперных меток, а также контрольных цветовых шкал;
тип переплета;
учитывают сползание (creep) – смещение внутренних страниц тетради к наружному краю в процессе переплета.
Потребность в электронном спуске возрастает по мере того, как все больше заказчиков узнают о существовании таких возможностей.
Чтобы удовлетворить возросшие запросы заказчиков, издатели и работники сервисных бюро все чаще стараются использовать те преимущества, которые предоставляют в их распоряжение стандартные пакеты для электронного спуска полос на основе PostScript. Это программы Impostrip и Impress компании Ultimate Technographics, Inposition и Inposition Lite компании DK&A, несколько версий пакета Preps компании ScenicSoft и PressWise компании Luminous.
Все эти пакеты могут выполнять основную операцию – раскладку страниц в тетрадях различных форматов. Они также позволяют выполнять подготовку форм для шитья внакидку, клеевого бесшовного и других видов переплета, выполняют спуск полос по различным схемам, а также могут применяться для подготовки форм для листовых и ролевых печатных машин.
Вопрос 3. Разработать современную схему технологического процесса изготовления однокрасочного текстоизобразительного издания
в бумажной обложке
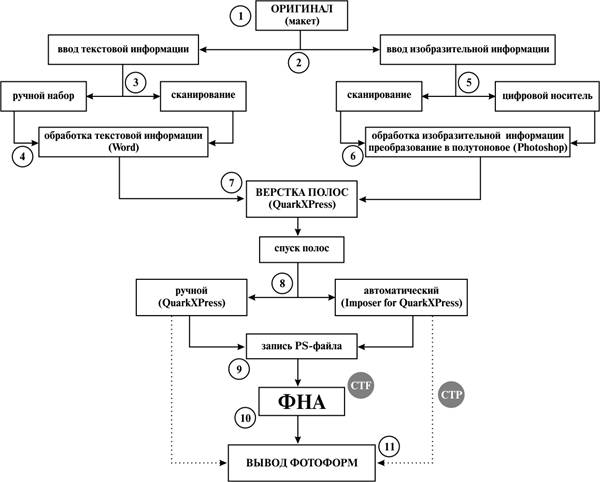
Пояснения к блок-схеме технологического процесса допечатной подготовки однокрасочного текстоизобразительного издания в бумажной обложке:
Получение оригинала или макета предполагаемого варианта оформления издания.
Комплектовка и ввод текстовой и изобразительной информации.
Ввод текстовой информации, в зависимости от носителя предполагается ручной набор, сканирование бумажного носителя или с цифрового источника (дискета, CD, флешка и т. д.).
Обработка текстовой информации в текстовом редакторе (внесение корректур, проверка орфографии, преобразование в формат совместимый с программой верстки).
Ввод изобразительной информации, в зависимости от носителя предполагается сканирование бумажного носителя (фотография) или с цифрового источника (дискета, CD, флешка и т. д.).
Обработка изображения в графическом редакторе (корректура размера, разрешения, качества, преобразование в формат совместимый с программой верстки).
Непосредственно процесс верстки полос.
Спуск (монтаж) полос, в зависимости от программного обеспечения применяется ручной или автоматический с помощью дополнительных плугинов к программе верстки.
Запись PS-файла окончательного варианта спуска.
Вывод фотопленок.
Изготовление фотоформ.
Этап 9-10 исключается из технологического процесса, если оборудование поддерживает технологию CTP, в этом случае смонтированный материал передается непосредственно на устройство, производящее готовые фотоформы для печати.