
Рефераты по геополитике
Рефераты по государству и праву
Рефераты по гражданскому праву и процессу
Рефераты по делопроизводству
Рефераты по кредитованию
Рефераты по естествознанию
Рефераты по истории техники
Рефераты по журналистике
Рефераты по зоологии
Рефераты по инвестициям
Рефераты по информатике
Исторические личности
Рефераты по кибернетике
Рефераты по коммуникации и связи
Рефераты по косметологии
Рефераты по криминалистике
Рефераты по криминологии
Рефераты по науке и технике
Рефераты по кулинарии
Рефераты по культурологии
Рефераты по зарубежной литературе
Рефераты по логике
Рефераты по логистике
Рефераты по маркетингу
Рефераты по международному публичному праву
Рефераты по международному частному праву
Рефераты по международным отношениям
Рефераты по культуре и искусству
Рефераты по менеджменту
Рефераты по металлургии
Рефераты по муниципальному праву
Рефераты по налогообложению
Рефераты по оккультизму и уфологии
Рефераты по педагогике
Рефераты по политологии
Рефераты по праву
Биографии
Рефераты по предпринимательству
Рефераты по психологии
Рефераты по радиоэлектронике
Рефераты по риторике
Рефераты по социологии
Рефераты по статистике
Рефераты по страхованию
Рефераты по строительству
Рефераты по схемотехнике
Рефераты по таможенной системе
Сочинения по литературе и русскому языку
Рефераты по теории государства и права
Рефераты по теории организации
Рефераты по теплотехнике
Рефераты по технологии
Рефераты по товароведению
Рефераты по транспорту
Рефераты по трудовому праву
Рефераты по туризму
Рефераты по уголовному праву и процессу
Рефераты по управлению
Шпаргалка: Управление качеством (шпаргалка)
Шпаргалка: Управление качеством (шпаргалка)
1. Понятие, сущность и роль качества.
2. Основные аспекты качества.
3. Основные понятия, связанные с качеством.
В рыночной экономике проблема качества является важнейшим фактором повышения уровня жизни, экономической, социальной и экологической безопасности. Качество – комплексное понятие, характеризующее эффективность всех сторон деятельности: разработка стратегии, организация производства, маркетинг и др. Важнейшей составляющей всей системы качества является качество продукции. В современной литературе и практике существуют различные трактовки понятия качество. Международная организация по стандартизации определяет качество (стандарт ИСО-8402) как совокупность свойств и характеристик продукции или услуги ,которые придают им способность удовлетворять обусловленные или предполагаемые потребности. Этот стандарт ввел такие понятия, как "обеспечение качества", "управление качеством", "спираль качества". Требования к качеству на международном уровне определены стандартами ИСО серии 9000. Первая редакция международных стандартов ИСО серии 9000 вышла в конце 80-х годов и ознаменовала выход международной стандартизации на качественно новый уровень. Эти стандарты вторглись непосредственно в производственные процессы, сферу управления и установили четкие требования к системам обеспечения качества. Они положили начало сертификации систем качества. Возникло самостоятельное направление менеджмента – менеджмент качества. В настоящее время ученые и практики за рубежом связывают современные методы менеджмента качества с методологией TQM (total quality management) – всеобщим (всеохватывающим, тотальным) менеджментом качества.
Стандарты ИСО серии 9000 установили единый, признанный в мире подход к договорным условиям по оценке систем качества и одновременно регламентировали отношения между производителями и потребителями продукции. Иными словами, стандарты ИСО – жесткая ориентация на потребителя. При этом речь идет о культуре производства в .Качество можно представить в виде пирамиды.
|
||||||||
|
||||||||
|
||||||||
|
||||||||
Рис. 1. Пирамида качества
Наверху пирамиды находится TQM – всеохватывающий, тотальный менеджмент качества, который предполагает высокое качество всей работы для достижения требуемого качества продукции. Прежде всего, это работа, связанная с обеспечением высокого организационно-технического уровня производства, надлежащих условий труда. Качество работы включает обоснованность принимаемых управленческих решений, систему планирования. Особое значение имеет качество работы, непосредственно связанной с выпуском продукции (контроль качества технологических процессов, своевременное выявление брака). Качество продукции является составляющей и следствием качества работы. Здесь непосредственно оценивается качество годной продукции, мнение потребителя, анализируются рекламации.
Для дальнейшего уточнения понятия управления качеством продукции целесообразно обратить внимание на трактовку понятия продукции и уточнить само это понятие. Необходимость такого уточнения обусловлена тем, что понятие продукция не совсем точно даже в инструктивных материалах, действующих в Российской Федерации. Так, в форме 2 "Отчет о прибылях и убытках" приведен показатель "выручка (нетто) от реализации товаров, продукции, работ, услуг...". Но ведь товары, работы и услуги входят в общее понятие продукция. Продукция – комплексное понятие. Это – результат деятельности фирмы, который может быть представлен товарами, продуктами (имеющими вещественную форму) и услугами (не имеющими вещественной формы). Услуги производственного характера (ремонт и т. п.) называют работами.
Для того, чтобы произвести ту или иную продукцию, выполнить работу, оказать услугу, необходимо осуществить целый ряд операций, подготовительных работ. Конечное качество зависит от качества работы на каждом этапе.
Формирование качества продукции начинается на стадии ее проектирования. Так, в фазе исследования разрабатывают технические и экономические принципы, создают функциональные образцы (модели). После этого создают основу производственной документации и опытный образец. На стадии конструктивно-технологических работ подготавливают внедрение изделия в производство.
Качество работы, как уже отмечалось, непосредственно связано с обеспечением функционирования фирмы. Это – качество руководства и управления (планирование, анализ, контроль). От качества планирования (разработки стратегии, системы планов т. п.) зависит достижение поставленных целей и качество фирмы.
Понятие качества формировалось под воздействием историко-производственных обстоятельств. Это обусловлено тем, что каждое общественное производство имело свои объективные требования к качеству продукции. На первых порах крупного промышленного производства проверка качества предполагала определение точности и прочности (точность размеров, прочность ткани и т. п.).
Повышение сложности изделий привело к увеличению числа оцениваемых свойств. Центр тяжести сместился к комплексной проверке функциональных способностей изделия. В условиях массового производства качество стало рассматриваться не с позиций отдельного экземпляра, а с позиций стандарта качества всех производимых в массовом производстве изделий.
С развитием научно-технического прогресса, следствием которого стала автоматизация производства, появились автоматические устройства для управления сложным оборудованием и другими системами. Возникло понятие “надежность”. Таким образом, понятие качества постоянно развивалось и уточнялось. В связи с необходимостью контроля качества были разработаны методы сбора, обработки и анализа информации о качестве. Фирмы, функционировавшие в условиях рыночной экономики, стремились организовать наблюдения за качеством в процессе производства и потребления. Упор был сделан на предупреждение дефектов.
Качество у производителя и потребителя – понятия взаимосвязанные. Производитель должен проявлять заботу о качестве в течение всего периода потребления продукта. Кроме того, он должен обеспечить необходимое послепродажное обслуживание. Особенно это важно для товаров, отличающихся сложностью эксплуатации, программных продуктов.
Вернемся к уточнению понятия качества. В литературе понятие качества трактуется по-разному. Однако основное различие в понятиях качества лежит между его пониманием в условиях командно-административной и рыночной экономики.
В командно-административной экономике качество трактуется с позиции производителя. В рыночной экономике качество рассматривается с позиции потребителя.
Качество изделия может проявляться в процессе потребления.
4.Качество как объект управления.
Большой вклад в разработку теории управления качеством внесли зарубежные и отечественные ученые. Работы русских ученых П. Л. Чебышева и А. М. Ляпунова являются теоретической основой выборочного контроля качества. Большой вклад в разработку применяемых в настоящее время систем управления качеством внесли отечественные ученые И. Г. Венецкий, А. М. Длин, американские ученые У. А. Шухарт, Э. Дэминг , А. Фейгенбаум.
Современное управление качеством исходит из того, что деятельность по управлению качеством не может быть эффективной после того, как продукция произведена, эта деятельность должна осуществляться в ходе производства продукции. Важна также деятельность по обеспечению качества, которая предшествует процессу производства.
Качество определяется действием многих случайных, местных и субъективных факторов. Для предупреждения влияния этих факторов на уровень качества необходима система управления качеством. При этом нужны не отдельные разрозненные и эпизодические усилия, а совокупность мер постоянного воздействия на процесс создания продукта с целью поддержания соответствующего уровня качества.
Управление качеством неизбежно оперирует понятиями: система, среда, цель, программа и др.
Различают управляющую и управляемую системы. Управляемая система представлена различными уровнями управления организацией (фирмой и др. структурами). Управляющая система создает и обеспечивает менеджмент качества.
6. Роль квалиметрии в управлении качеством.
Понятие качества продукта с позиций его соответствия требованиям потребителя сложилось именно в условиях рыночной экономики.
Идея такого подхода к определению качества продукции принадлежит голландскими ученым Дж. Ван Этингеру и Дж. Ситтигу. Ими разработана специальная область науки квалиметрия. Квалиметрия – наука о способах измерения и квантификации показателей качества. Квалиметрия позволяет давать количественные оценки качественным характеристикам товара. Квалиметрия исходит из того, что качество зависти от большого числа свойств рассматриваемого продукта. Для того, чтобы судить о качестве продукта недостаточно только данных о его свойствах. Нужно учитывать и условия , в которых продукт будет использован. По мнению Дж. Ван Этингера и Дж. Ситтига, качество может быть выражено цифровыми значениями, если потребитель в состоянии группировать свойства в порядке их важности. Они считали, что качество – величина измеримая и, следовательно, несоответствие продукта предъявляемым к нему требованиям может быть выражено через какую-либо постоянную меру, которой обычно являются деньги.
7. Значение повышения качества.
По мере развития экономических реформ в России все большее внимание уделяется качеству. В настоящее время одной из серьезных проблем для российских предприятий является создание системы качества, позволяющей обеспечить производство конкурентоспособной продукции. Система качества важна при проведении переговоров с зарубежными заказчиками, считающими обязательным условием наличие у производителя системы качества и сертификата на эту систему, выданного авторитетным сертифицирующим органом. Система качества должна учитывать особенности предприятия, обеспечивать минимизацию затрат на разработку продукции и ее внедрение. Потребитель желает иметь уверенность, что качество поставляемой продукции будет стабильным и устойчивым.
В теории и практике управления качеством выделены две проблемы: качество продукции и менеджмент качества.
Обеспечение качества требует немалых затрат. До недавнего времени основная доля в затратах на качество приходилась на физический труд. Но сегодня высока доля интеллектуального труда. Проблема качества не может быть решена без участия ученых, инженеров, менеджеров. Должна быть гармония всех составляющих профессионального влияния на качество.
Значение качества продукции состоит в том. что только качественная продукция открывает экспортную дорогу на платежеспособные западные рынки. Большую роль в обеспечении качества продукции российских производителей и ее успешной конкуренции на мировых рынках призваны сыграть специальные конкурсы.
Различного рода конкурсы с присуждением их победителям почетных наград широко используются в мировой практике.
В России функционирует Совет по присуждению премий Правительства в области качества продукции. В декабре 1996 г. был объявлен конкурс, имевший целью привлечь внимание субъектов российской экономики к качеству продукции. В конкурсе участвовало 68 предприятий, руководители которых первыми оценили значение конкурса. Характерно, что 7% общего числа соискателей премий представляли малый бизнес, который дает России 14% валового внутреннего продукта.
Учрежден приз за качество. Приз за качество состоит из диплома, словесного поощрения правительства и права изобразить символ качества на продукции. Иными словами символ победы позволяет повысить эффективность рекламы.
8. Становление и развитие менеджмента качества.
До середины 60-х годов основное внимание уделялось обеспечению качества продукции. Главная роль отводилась контролю и отбраковке дефектной продукции. Контроль и отбраковка в производственной практике реализовывался различными методами, которые развивались и совершенствовались под влиянием достижений научно-технического процесса. Организационно система контроля качества соответствовала структуре производственного процесса и отвечала его требованиям. При этом, если производственный процесс (от закупки сырья до изготовления готовой продукции) осуществлялся на одном предприятии, осуществлялся приемочный контроль качества перед отправкой его потребителю. Технология изготовления продукции могла состоять из большого числа операций и отличаться сложностью. В этом случае приемочный контроль сочетался с операционным. Значительная роль отводилась входному контролю закупаемого сырья. Система контроля строилась по следующему принципу: обнаружение дефекта и изъятие бракованного изделия из процесса производства должно быть как можно раньше. Это обусловлено тем, что последующая обработка дефектного продукта приводила к серьезным потерям и неоправданно увеличивала издержки на производство продукции. Подход к обеспечению качества лишь с позиций контроля требовал (при стопроцентном контроле параметров каждой детали или изделия) много квалифицированных контролеров. В крупных промышленных компаниях США число контролеров стало соизмеримо по численности с производственным персоналом. Неоценимую помощь в которое качества оказали методы математической статистики.
Методы математической статистики позволяли с заданной вероятностью оценивать качество изделий с применением выборочного метода. Статистические методы контроля качества получили широкое распространение в промышленности развитых капиталистических стран. Они способствовали сокращению затрат времени на контрольные операции и повышению эффективности контроля. В последствии новые условия производства потребовали поиска адекватных и эффективных методов обеспечения качества. На совершенствование методов обеспечения качества оказали влияние исследование операций, кибернетика, системотехника и общая теория систем. Кибернетический подход послужил основой появления концепции управления качеством, которая пришла на смену традиционной концепции контроля. Эта концепция появилась в начале 60-х годов и одним из ее основоположников был американский ученый А. В. Фейгенбаум, который предложил рассматривать каждый этап в процессе создания изделия (а не только его конечный результат).
В этой новой концепции было уточнено место контроля в обеспечении качества. Контроль продолжал оставаться важной и необходимой операцией, но как одно из звеньев в общей системе обеспечения качества. Главная цель этой системы – обеспечить требуемый уровень качества и поддерживать его (а часто и повышать) в течение всего периода изготовления продукции. Достигнуть этой цели возможно при оптимизации по критерию качества всего процесса создания изделия.
В настоящее время качество играет важную (если не главенствующую) роль. Для современного рынка, как показывают исследования отечественных и зарубежных ученых, характерна устойчивая тенденция к повышению роли “неценовых” форм конкуренции, особенно конкуренции качества. Характерно, что с ростом выпуска числа изделий долговременного пользования все большую роль начинает играть не продажная цена изделия, а “стоимость полного жизненного цикла”. Стоимость полного жизненного цикла представляет собой сумму затрат по следующим категориям:
- стоимость всего комплекса НИОКР, предшествующих серийному производству;
- затраты на изготовление требуемого количества изделий;
- затраты потребителя на обслуживание, эксплуатацию и ремонт изделия в течение всего периода его функционирования.
Затраты потребителя (которые определяют его выбор конкретного товара) тесно связаны с качеством м надежностью изделия.
Обеспечение качества (главная цель) распадается на ряд подцелей: анализ, проектирование, различные виды контроля качества, оценка его и другие подцели дробятся на еще более мелкие и таким образом, вырисовывается дерево целей, в соответствии с которым происходит управление качеством.
В США и Западной Европе в конце 50-х годов возникли различные формы самоконтроля качества. Одна из форм самоконтроля получила название “нулевых дефектов” или “бездефектного труда” введение определенных организационных мер, а также использование специальных мер материального и морального стимулирования способствовали созданию условий для того, чтобы весь персонал выполнял свою работу качественно, без дефектов и переделок. Контроль за качеством труда осуществлял сам исполнитель. В системе бездефектного труда (БТ) возникли различные движения "сдача продукции с первого предъявления", "работа с личным клеймом" и др.
В 50-е годы в Японии стали активно функционировать кружки качества. Кружки качества родились "естественно", как логическое продолжение и развитие японских концепций и практики управления персоналом и качеством. На начальном этапе создание кружков качества в промышленных компаниях встретилось со значительными трудностями и потребовало серьезных организационных усилий и немалых затрат. Кружки стали одной из тех практических форм, в которых стали реализовываться управленческие подходы и концепции повышения эффективности. Важнейшей формой деятельности кружков качества было обучение рабочих и мастеров. Программы обучения возникли в ведущих компаниях: программа обучения бригадиров статистическим методам контроля ячества в металлургической компании “Фудзи Сэйтэцу” (1951 г.); выпуск учебных материалов по контролю качества в компании “ Тэкко кекам” (1952 г.); программа по обучению “ Мицубиси дэнки” (1952 г.). В январе 1956 г. журнал “Контроль качества” провел круглый стол и провел дискуссию “Цеховые мастера рассказывают о своем опыте в области контроля качества”. Отцом кружков качества по праву считается праву считается профессор Исикава Каору. В апреле 1962 г. вышел первый номер журнала “Контроль качества для мастера”, одним из основных авторов которого был Исикава.
10. Основные черты тотального управления качеством.
TQM – всеохватывающий, тотальный менеджмент качества, который предполагает высокое качество всей работы для достижения требуемого качества продукции. Прежде всего, это работа, связанная с обеспечением высокого организационно-технического уровня производства, надлежащих условий труда. Качество работы включает обоснованность принимаемых управленческих решений, систему планирования. Особое значение имеет качество работы, непосредственно связанной с выпуском продукции (контроль качества технологических процессов, своевременное выявление брака). Качество продукции является составляющей и следствием качества работы. Здесь непосредственно оценивается качество годной продукции, мнение потребителя, анализируются рекламации.
В итоге проведенных исследований и выполненных разработок появились так называемые” японские стандарты качества”. В Японии возникло новое понятие “культура качества”. Культура качества – комплексное понятие, включающее качество сервисного обслуживания, качество отчетной документации, качество выполнения производственных операций и др. Япония стала родоначальником новой методологии деятельности предприятия и перешла к тотальному контролю качества. Новая система выходи за рамки микроуровня и включает контроль рынка сбыта продукции, анализ рыночной конъюнктуры, послепродажное обслуживание. При этом традиционное управление качеством не устраняется, а совершенствуется. Значение же тотального контроля качества состоит в том, что он усиливает воздействие запросов потребителей на качество продукции.
11. Взаимосвязь менеджмента и управления качеством.
12. Основные этапы развития систем качества.
Источником и общего менеджмента, и менеджмента качества является система Ф.У. Тейлора. В самом деле, именно "отец научного менеджмента" обратил пристальное внимание на необходимость учета вариабельности производственного процесса и оценил важность ее контроля и устранения (по возможности). Система Тейлора включала понятия верхнего и нижнего пределов качества, поля допуска, вводила такие измерительные инструменты, как шаблоны и калибры, а также обосновывала необходимость независимой должности инспектора по качеству, разнообразную систему штрафов для “бракоделов” и т. д., форм и методов воздействия на качество продукции.
В дальнейшем на длительный период времени (с 20-х до начала 80-х годов) пути развития общего менеджмента и менеджмента качества, как показано на рисунке 2.2, разошлись. Главная проблема качества воспринималась и разрабатывалась специалистами преимущественно как инженерно-техническая проблема контроля и управления вариабельностью продукции и процессов производства, а проблема менеджмента – как проблема, в основном, организационного и даже социально-психологического плана.
В самом деле, на втором этапе
(20–50-е годы) развитие получили
статистические методы контроля качества – SQS (А. Шухарт, Г. Ф. Додж, Г. Г.
Ромиг и др.). Появились контрольные карты, обосновывались выборочные методы
контроля качества продукции и регулирования техпроцессов. Именно Шухарта на
Западе называют отцом современной философии качества. Он оказал существенное
влияние на таких "гуру по качеству”, как Э.У. Деминг и Д.М. Джуран.
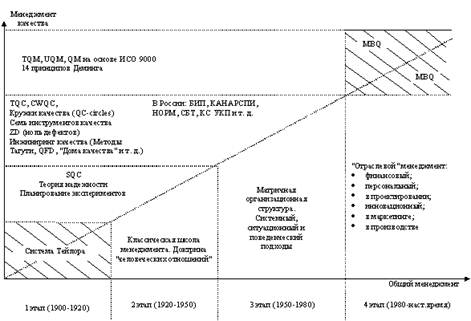
Примечательно, что в 50–80-е годы даже самые широкомасштабные внутрифирменные системы за рубежом еще называются системами контроля качества: TQC (Фейнгенбаум), CWQC (К. Исикава, семь инструментов качества), QC-circles (методы Тагути), QFD т. д.. В это время активно формируется направление, которое в отличие от менеджмента качества имеет смысл назвать инжиниринг качества. Однако именно в этот период начинается активное сближение методов обеспечения качества с представлениями общего менеджмента. За рубежом наиболее характерным примером, на наш взгляд, является система ZD ("Ноль дефектов"). Однако и все другие системы качества начинают широко использовать инструментарий "науки менеджмента". В России эта тенденция проявлялась наиболее отчетливо в Саратовской системе БИП, Горьковской КАНАРСПИ, Ярославской НОРМ, Львовской СБТ и, наконец, в общесоюзном феномене КС УКП.
Началось историческое движение навстречу друг другу общего менеджмента и менеджмента качества. Это движение объективно и исторически совпало, с одной стороны, с расширением наших представлении о качестве продукции и способах воздействия на него, а с другой, – с развитием системы внутрифирменного менеджмента.
Решение задач качества потребовало создания адекватной организационной структуры. В эту структуру должны входить все подразделения, более того – каждый работник компании, причем на всех стадиях жизненного цикла продукции или петли качества. Из этих рассуждений логично появляется концепция ТОМ и UQM.
В то время как представления о менеджменте качества включали в свою орбиту все новые и новые элементы производственной системы, накапливали и интегрировали их, общий менеджмент, напротив, распадается на ряд отраслевых, достаточно независимых дисциплин (финансы, персонал, инновации, маркетинг и т. д.), а в теоретическом плане предстает как управление по целям (МВО). Основная идея этой концепции заключается в структуризации и развертывании целей (создание "дерева целей"), а затем проектировании системы организации и мотивации достижения этих целей. Достаточно очевидная и хорошо известная стратегия.
13. Аспекты качества продукции.
В современной теории и практике управления качеством выделяют следующие пять основных этапа:
1. Принятие решений “что производить?” и подготовка технических условий. Например. При выпуске автомобиля той или иной марки важно решить: "для кого автомобиль" (для узкого круга весьма состоятельных людей или для массового потребителя).
2. Проверка готовности производства и распределение организационной ответственности.
3. Процесс изготовления продукции или предоставления услуг.
4. Устранение дефектов и обеспечение информацией обратной связи в целях внесения в процесс производства и контроля изменений, позволяющих избегать выявленных дефектов в будущем.
5. Разработка долгосрочных планов по качеству.
Осуществление перечисленных этапов невозможно без взаимодействия всех отделов, органов управления фирмой. Такое взаимодействие называют единой системой управления качеством. Это обеспечивает системный подход к управлению качеством.
Рассмотрим более подробно содержание этапов управления качеством.
На первом этапе качество означает ту степень , в которой товары или услуги фирмы соответствуют ее внутренним техническим условиям. Этот аспект качества называют качеством соответствия техническим условиям.
На втором этапе оценивается качество конструкции. Качество может отвечать техническим требованиям фирмы на конструкцию изделия, однако, сама конструкция может быть как высокого, так и низкого качества.
На третьем этапе качество означает ту степень, в которой работа или функционирование услуг (товаров) фирмы удовлетворяет реальные потребности потребителей.
14. Международные стандарты ИСО серии 9000.
В 1987 г. Международной организацией по стандартизации (ИСО) при участии США, Канады, ФРГ были разработаны и утверждены пять международных стандартов серии 9000 (по системам качества), в которых были установлены требования к системам обеспечения качества продукции, в том числе к разработке продукции, изготовлению, к организации контроля и испытаний продукции, к ее эксплуатации, хранению и транспортированию. Международные стандарты ИСО 9000 по системам качества включают пять наименований:
1. ИСО 9000 “Общее руководство качеством и стандарты по обеспечению качества. Руководящие указания по выбору и применению”.
2. ИСО 9001 “Система качества. Модель для обеспечения качества при проектировании и (или) разработке, производстве, монтаже и обслуживании”.
3. ИСО 9002 “Система качества. Модель для обеспечения качества при производстве и монтаже”.
4. ИСО 9003 “Система качества. Модель для обеспечения качества при окончательном контроле и испытаниях”.
5. ИСО 9004 “Общее руководство качеством и элементы системы качества. Руководящие указания”.
Система управления качеством продукции должна удовлетворять требованиям к:
9001 – требования к системе контроля и испытаний продукции, сертификации надежности.
9002 – требования к системе организации производства.
9003 – требования к системе управления качеством от проектирования до эксплуатации.
Система управления качеством включает:
1. Задачи руководства (политика в области качества, организация).
2. Система документации и планирования.
3. Документация требований и их выполнимость.
4. Качество во время разработки (планирование, компетентность, документация, проверка, результат, изменения).
5. Качество во время закупок (документация, контроль).
6. Обозначение изделий и возможность их контроля.
7. Качество во время производства (планирование, инструкции, квалификация, контроль).
8. Проверка качества (входные проверки, межоперационный контроль, окончательный контроль, документация испытаний).
9.Контроль за испытательными средствами.
10. Корректирующие мероприятия.
11. Качество при хранении, перемещении, упаковке, отправке.
12. Документирование качества.
13.Внутрифирменный контроль за системой поддержания качества.
14. Обучение.
15. Применение статистических методов.
16. Анализ качества и систем принимаемых мер.
Контролируемые показатели качества устанавливаются а зависимости от специфики продукции.
15. Политика в области качества.
Политика в области качества может быть сформулирована в виде принципа деятельности или долгосрочной цели и включать:
· улучшение экономического положения предприятия;
· расширение или завоевание новых рынков сбыта;
· достижение технического уровня продукции, превышающего уровень ведущих фирм;
· ориентацию на удовлетворение требований потребителей определенных отраслей или определенных регионов;
· освоение изделий, функциональные возможности которых реализуются на новых принципах;
· улучшение важнейших показателей качества продукции;
· снижение уровня дефектности изготавливаемой продукции;
· увеличение сроков гарантии на продукцию;
· развитие сервиса.
16. Контроль качества. Методы контроля качества.
Контроль качества независимо от совершенства применяемых для этого методик предполагает прежде всего отделение хороших изделий от плохих. Естественно, что качество изделия не повышается за счет выбраковки некачественных. Отметим, что на предприятиях электронной промышленности из-за миниатюрных размеров изделий часто брак исправить вообще невозможно. Поэтому современные фирмы сосредотачивают внимание не на выявлении брака, а на его предупреждении, на тщательном контролировании производственного процесса и осуществляют свою деятельность в соответствии с концепцией “регулирование качества”.
Большую роль в обеспечении качества продукции играют статистические методы.
Целью методов статистического контроля является исключение случайных изменений качества продукции. Такие изменения вызываются конкретными причинами, которые нужно установить и устранить. Статистические методы контроля качества подразделяются на:
- статистический приемочный контроль по альтернативному признаку;
- выборочный приемочный контроль по варьирующим характеристикам качества;
- стандарты статистического приемочного контроля;
- система экономических планов;
- планы непрерывного выборочного контроля;
- методы статистического регулирования технологических процессов.
Следует отметить, что статистический контроль и регулирование качества продукции хорошо известны в нашей стране. В этой области наши ученые имеют несомненный приоритет. Достаточно вспомнить работы А.Н. Колмогорова по несмещенным оценкам качества принятой продукции на основании результатов выборочного контроля, разработку стандарта приемочного контроля с использованием экономических критериев.
Многие из оценок качества продукции вытекают из самих особенностей сбора информации.
17. Статистический приемочный контроль по альтернативному признаку.
18. Основные показатели плана статистического контроля.
Основной характеристикой партии изделий по альтернативному признаку является генеральная доля дефектных изделий.
![]() ,
,
где
D – число дефектных изделий в партии объемом N изделий.
В практике статистического контроля генеральная доля q неизвестна и ее следует оценить по результатам контроля случайной выборки объемом n изделий, из которых m дефектных.
Под планом статистического контроля понимают систему правил, указывающих методы отбора изделий для проверки, и условия, при которых партию следует примять, забраковать или продолжить контроль.
Различают следующие виды планов статистического контроля партии продукции по альтернативному признаку:
одноступенчатые планы, согласно которым, если среди n случайно отобранных изделий число дефектных m окажется не больше приемочного числа С (mC), то партия принимается; в противном случае партия бракуется;
двухступенчатые планы, согласно которым, если среди n1 случайно отобранных изделий число дефектных m1 окажется не больше приемочного числа C1 (m1C1), то партия принимается; если m11, где d1 – браковочное число, то партия бракуется. Если же C1 m1 d1, то принимается решение о взятии второй выборки объемом n2. Тогда, если суммарное число изделий в двух выборках (m1 + m2) C2, то партия принимается, в противном случае партия бракуется по данным двух выборок;
многоступенчатые планы являются логическим продолжением двухступенчатых. Первоначально берется партия объемом n1 и определяется число дефектных изделий m1.Если m1C1, то партия принимается. Если C1 m1 d1(D1C1+1), то партия бракуется. Если C1m1 d1, то принимается решение о взятии второй выборки объемом n2. Пусть среди n1 + n2 имеется m2 дефектных. Тогда, если m2c2, где c2 – второе приемочное число, партия принимается; если m2d2 (d2 c2 + 1), то партия бракуется. При c2 m2 d2 принимается решение о взятии третьей выборки. Дальнейший контроль проводится по аналогичной схеме, за исключением последнего k-того шага. На k-м шаге, если среди проконтролированных изделий выборки оказалось mk дефектных и mkck, то партия принимается; если же m k ck, то партия бракуется. В многоступенчатых планах число шагов k принимается, что n1 =n2=...= nk;
последовательный контроль, при котором решение о контролируемой партии принимается после оценки качества выборок, общее число которых заранее не установлено и определяется в процессе которая по результатам предыдущих выборок.
Одноступенчатые планы проще в смысле организации контроля на производстве. Двухступенчатые, многоступенчатые и последовательные планы контроля обеспечивают при том же объеме выборки большую точность принимаемых решений, но они более сложны в организационном плане.
Задача выборочного приемочного контроля фактически сводится к статистической проверке гипотезы о том, что доля дефектных изделий q в партии равна допустимой величине qo, т. е. H0::q = q0.
Задача правильного выбора плана статистического контроля состоит в том, чтобы сделать ошибки первого и второго рода маловероятными. Напомним, что ошибки первого рода связаны с возможностью ошибочно забраковать партию изделий; ошибки второго рода связаны с возможностью ошибочно пропустить бракованную партию
19. Стандарты приемного контроля.
Для успешного применения статистических методов контроля качества продукции большое значение имеет наличие соответствующих руководств и стандартов, которые должны быть доступны широкому кругу инженерно-технических работников. Стандарты на статистический приемочный контроль обеспечивают возможность объективно сравнивать уровни качества партий однотипной продукции как во времени, так и по различным предприятиям.
Остановимся на основных требованиях к стандартам по статистическому приемочному контролю.
Прежде всего стандарт должен содержать достаточно большое число планов, имеющих различные оперативные характеристики. Это важно, так как позволит выбирать планы контроля с учетом особенностей производства и требований потребителя к качеству продукции. Желательно, чтобы в стандарте были указаны различные типы планов: одноступенчатые, двухступенчатые, многоступенчатые, планы последовательного контроля и т. д.
Основными элементами стандартов по приемочному контролю являются:
1. Таблицы планов выборочного контроля, применяемые в условиях нормального хода производства, а также планов для усиленного контроля в условиях разладок и для облегчения контроля при достижении высокого качества.
2. Правила выбора планов с учетом особенностей контроля.
3.Правила перехода с нормального контроля на усиленный или облегченный и обратного перехода при нормальном ходе производства.
4.Методы вычисления последующих оценок показателей качества контролируемого процесса.
20. Контрольные карты.
Одним из основных инструментов в обширном арсенале статистических методов контроля качества являются контрольные карты. Принято считать, что идея контрольной карты принадлежит известному американскому статистику Уолтеру Л. Шухарту. Она была высказана в 1924 г. и обстоятельно описана в 1931 г. Первоначально они использовались для регистрации результатов измерений требуемых свойств продукции. Выход параметра за границы поля допуска свидетельствовал о необходимости остановки производства и проведении корректировки процесса в соответствии со знаниями специалиста, управляющего производством.
Это давало информацию о том, когда кто, на каком оборудовании получал брак в прошлом.
Контрольная карта (рис. 3.5) состоит из центральной линии, двух контрольных пределов (над и под центральной линией) и значений характеристики (показателя качества), нанесенных на карту для представления состояния процесса.
В определенные периоды времени отбирают (все подряд; выборочно; периодически из непрерывного потока и т. д.) n изготовленных изделий и измеряют контролируемый параметр.
Результаты измерений наносят на контрольную карту, и в зависимости от этого значения принимают решение о корректировке процесса или о продолжении процесса без корректировок.
Сигналом о возможной разналадке технологического процесса могут служить:
- выход точки за контрольные пределы (точка 6); (процесс вышел из-под контроля);
- расположение группы последовательных точек около одной контрольной границы, но не выход за нее (11, 12, 13, 14), что свидетельствует о нарушении уровня настройки оборудования;
- сильное рассеяние точек (15, 16, 17, 18, 19, 20) на контрольной карте относительно средней линии, что свидетельствует о снижении точности технологического процесса.
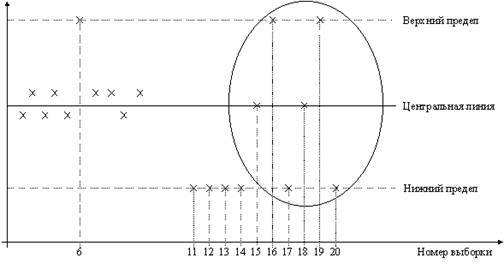
При наличии сигнала о нарушении производственного процесса должна быть выявлена и устранена причина нарушения.
Таким образом, контрольные карты используются для выявления определенной причины, но не случайной.
Под определенной причиной следует понимать существование факторов, которые допускают изучение. Разумеется, что таких факторов следует избегать.
Вариация же, обусловленная случайными причинами необходима, она неизбежно встречается в любом процессе, даже если технологическая операция проводится с использованием стандартных методов и сырья. Исключение случайных причин вариации невозможно технически или экономически нецелесообразно.
21. Диаграммы Парето и схема Исакова.
Часто при определении факторов, влияющих на какой-либо результативный показатель, характеризующий качество используют схемы Исикава.
Они были предложены профессором Токийского университета Каору Исикава в 1953 г. при анализе различных мнений инженеров. Иначе схему Исикава называют диаграммой причин и результатов, диаграммой "рыбий скелет", деревом и т. д.
Она состоит из показателя качества, характеризующего результат и факторных показателей (рис. 3.6).
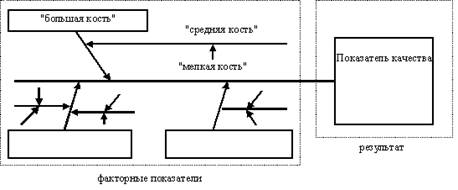
Рис. 3.6. Структура диаграммы причин и результатов
Построение диаграмм включает следующие этапы:
- выбор результативного показателя, характеризующего качество изделия (процесса и т. д.);
- выбор главных причин, влияющих на показатель качества. Их необходимо поместить в прямоугольники ("большие кости");
- выбор вторичных причин ("средние кости"), влияющих на главные;
- выбор (описание) причин третичного порядка ("мелкие кости"), которые влияют на вторичные;
- ранжирование факторов по их значимости и выделение наиболее важных.
Диаграммы причин и результатов имеют универсальное применение. Так, они широко применяются при выделении наиболее значимых факторов, влияющих, например, на производительность труда.
Отмечается, что число существенных дефектов незначительно и вызываются они, как правило, небольшим количеством причин. Таким образом, выяснив причины появления немногочисленных существенно важных дефектов, можно устранить почти все потери.
Эта проблема может решаться с помощью диаграмм Парето.
Различают два вида диаграмм Парето:
1. По результатам деятельности. Они служат для выявления главной проблемы и отражают нежелательные результаты деятельности (дефекты, отказы и т. д.);
2. По причинам (факторам). Они отражают причины проблем, которые возникают в ходе производства.
Рекомендуется строить много диаграмм Парето, используя различные способы классификации как результатов, так и причин приводящим к этим результатам. Лучшей следует считать такую диаграмму, которая выявляет немногочисленные, существенно важные факторы, что и является целью анализа Парето.
Построение диаграмм Парето включает следующие этапы:
1. Выбор вида диаграммы (по результатам деятельности или по причинам (факторам).
2. Классификация результатов (причин). Разумеется, что любая классификация имеет элемент условности, однако, большинство наблюдаемых единиц какой-либо совокупности не должны попадать и строку "прочие".
3. Определение метода и периода сбора данных.
4. Разработка контрольного листка для регистрации данных с перечислением видов собираемой информации. В нем необходимо предусмотреть свободное место для графической регистрации данных.
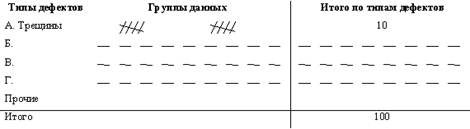
5. Ранжирование данных, полученных по каждому проверяемому признаку в порядке значимости. Группу "прочие" следует приводить в последней строке вне зависимости от того, насколько большим получилось число.
6. Построение столбиковой диаграммы (рис. 3.7).
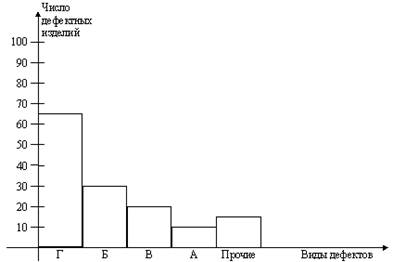
Рис 3.7. Связь между видами дефектов и числом дефектных изделий
22. Значение стандартизации.
Стандартизация представляет собой нормативный способ управления. Ее воздействие на объект осуществляется путем установления норм и правил, оформленных в виде нормативного документа и имеющих юридическую силу.
Стандарт – это нормативно-технический документ, устанавливающий основные требования к качеству продукции.
Немаловажная роль в управлении качеством принадлежит техническим условиям (ТУ).
Технические условия – это нормативно-технический документ, устанавливающий дополнительные к государственным стандартам, а при их отсутствии самостоятельные требования к качественным показателям продукции, а также приравниваемые к этому документу техническое описание, рецептура, образец-эталон. Требования, предусмотренные в техническими условиями, не могут быть ниже, чем в государственных стандартах.
Система управления качеством продукции базируется на комплексной стандартизации.
Стандарты определяют порядок и методы планирования повышения качества продукции на всех этапах жизненного цикла, устанавливают требования к средствам и методам контроля и оценки качества продукции. Управление качеством продукции осуществляется на основе: государственных, международных, отраслевых стандартов и стандартов предприятий.
Государственная стандартизация выступает средством защиты интересов общества и конкретных потребителей и распространяется на все уровни управления.
ИСО серии 9000 гарантируют потребителю право более активно воздействовать на качество продукции; обеспечивают законодательную базу, предусматривающую активную роль потребителя в процессе изготовления качественной продукции.
ИСО 9000 используются для определения различий и взаимосвязей между основными понятиями в области качества и как представление руководящих положений по выбору и применению стандартов ИСО на системы качества, которые служат для внутреннего пользования на фирме при решении задач управления качеством ( ИСО 9004).
23. Государственная система стандартизации РФ.
В нашей стране сформировалась Государственная система стандартизации Российской Федерации (ГСС), в которую включены пять основных стандартов?
1. ГОСТ Р 1.0-92 Государственная система стандартизации Российской Федерации. Основные положения.
2. ГОСТ Р 1.2-92 Государственная система стандартизации Российской Федерации. Порядок разработки государственных стандартов.
3. ГОСТ Р 1.3-92 Государственная система Российской Федерации. Порядок согласования, утверждения и регистрации технических условий.
4. ГОСТ Р 1.4-92 Государственная система Российской Федерации. Стандарты предприятия. Общие положения.
5. ГОСТ Р 1.5-92 Государственная система Российской Федерации. Общее требование к построению, изложению, оформлению и содержанию стандартов.
В России действуют три государственных стандарта:
1. ГОСТ 40.9001-88 “Система качества. Модель для обеспечения качества при проектировании и (или) разработке, производстве, монтаже и обслуживании”.
2. ГОСТ 40.9002.-88 “Система качества. Модель для обеспечения качества при производстве и монтаже”.
3. ГОСТ 40.9003-88 “Система качества. Модель для обеспечения качества при окончательном контроле и испытаниях”.
В Государственные стандарты Российской Федерации включены следующие положения:
· требования к качеству продукции, работ, услуг, обеспечивающие безопасность для жизни, здоровья и имущества, охрану окружающей среды, обязательные требования техники безопасности и производственной санитарии;
· требования совместимости и взаимозаменяемости продукции;
· методы контроля требований к качеству продукции, работ и услуг, обеспечивающих их безопасность для жизни, здоровья людей и имущества, охрану окружающей среды, совместимость и взаимозаменяемость продукции;
· основные потребительские и эксплуатационные свойства продукции, требования к упаковке, маркировке, транспортировке и хранению, утилизации;
· положения, обеспечивающие техническое единство при разработке, производстве, эксплуатации продукции и оказании услуг, правила обеспечения качества продукции, сохранность и рациональное использование всех видов ресурсов, термины, определения и обозначения и другие общетехнические правила и нормы.
Для любой фирмы важно соблюдать установленные стандарты и поддерживать на соответствующем уровне систему качества.
24. Основные понятия надежности.
Надежность представляет собой понятие связанное прежде всего с техникой. Его можно трактовать как “безотказность”, “способность выполнять определенную задачу” или как "вероятность выполнения определенной функции или функций в течение определенного времени и в определенных условиях".
Как техническое понятие “надежность” представляет собой вероятность (в математическом смысле) удовлетворительного выполнения определенной функции. Поскольку надежность представляет собой вероятность, для ее оценки применяются статистические характеристики.
Основными понятиями, связанными с надежностью являются:
1. Исправность – состояние изделия, при котором оно в данный момент времени соответствует всем требованиям, установленным как в отношении основных параметров, характеризующих нормальное выполнение заданных функций, так и в отношении второстепенных параметров, характеризующих удобства эксплуатации, внешний вид и т. п.
2. Неисправность – состояние изделия, при котором оно в данный момент времени не соответствует хотя бы одному из требований, характеризующих нормальное выполнение заданных функций.
3. Работоспособность – состояние изделия , при котором, при котором оно в данный момент времени соответствует всем требованиям, установленным в отношении основных параметров, характеризующих нормальное выполнение заданных функций.
4. Отказ – событие, заключающееся в полной или частичной утрате изделием его работоспособности.
5. Полный отказ – отказ, до устранения которого использование изделия по назначению становится невозможным.
6. Частичный отказ – отказ до устранения которого остается возможность частичного использования изделия.
7. Безотказность – свойство изделия непрерывно сохранять работоспособность в течение некоторого интервала времени.
8. Долговечность – свойство изделия сохранять работоспособность (с возможными перерывами для технического обслуживания и ремонта) до разрушения или другого предельного состояния. Предельное состояние может устанавливаться по изменениям параметров, по условиям безопасности и т. п.
9. Ремонтопригодность – свойство изделия, выражающееся в его приспособленности к проведению операций технического обслуживания и ремонта, т. е. к предупреждению, обнаружению и устранению неисправностей и отказов.
10. Надежность (в широком смысле) – свойство изделия, обусловленное безотказностью, долговечностью и ремонтопригодностью самого изделия и его частей и обеспечивающее сохранение эксплуатационных показателей изделия в заданных условиях.
11. Восстанавливаемость – свойство изделия восстанавливать начальные значения параметров в результате устранения отказов и неисправностей, а также восстанавливать технический ресурс в результате проведения ремонтов.
12. Сохраняемость – свойство изделия сохранять исправность и надежность в определенных условиях и транспортировки.
25. Модели, применяемые для количественных оценок надежности. Показатели надежности.
Математические модели, применяемые для количественных оценок надежности, зависят от “типа” надежности. Современная теория выделяет три типа надежности:
1. “Надежность мгновенного действия”, например, плавких предохранителей.
2. Надежность при нормальной эксплуатационной долговечности. Например, вычислительной техники. В исследованиях нормальной эксплуатационной надежности в качестве единицы измерения используют “среднее время между отказами”. Рекомендуемый в практике диапазон от 100 до 2000 часов.
3. Чрезвычайно продолжительная эксплуатационная надежность. Например, космические корабли. Если требования к сроку службы свыше 10 лет, их относят к чрезвычайно продолжительной эксплуатационной надежности.
При нормальной эксплуатационной надежности техническое предсказание надежности может быть теоретическим, экспериментальным и эмпирическим. При теоретических средствах испытания разрабатываю схему данной операции и проверяют соответствие схемы с помощью математической модели. Если схема не соответствует операции, вносятся уточнения до тех пор, пока соответствие не будет достигнуто. Это так называемое научное исследование.
Эмпирический подход заключается в выполнении необходимых измерений в отношении фактически выпускаемой продукции и выводах о надежности.
Экспериментальный подход занимает промежуточное положение между теоретическим и эмпирическим. При экспериментальном подходе используют и теорию и измерения. При этом широко применяют методы математического моделирования процессов, создавая на этой основе экспериментальные данные. После этого информация подвергается статистическому анализу с применением современных средств вычислительной техники, что обеспечивает надежность и достоверность выводов.
Любому виду испытания предшествует план эксперимента.
Поскольку надежность является вероятностной характеристикой, количественные оценки используются для оценки “средней надежности”, рассчитанной на основе выборок из всей совокупности, а также для предсказания будущей надежности. Надежность исследуется с помощью статистических методов и поддается уточнению с их помощью.
Следует отметить, что продолжительность службы не является единственным показателем эксплуатационных свойств.
В ряде случаев надежность можно характеризовать другими показателями (километраж пробега, продолжительность активного использования и др.) продолжительность службы изделий зависит как от условий изготовления, так и условий эксплуатации.
Наибольшее распространение в исследованиях надежности получил показатель - интенсивность отказов. Он обозначается λ (лямбда):
 , где
, где
n – число выбывших из строя изделий; N – общее число изделий;
Ť– среднее время испытаний.
Среднее время испытаний определяется по формуле:
![]() ,
,
где
ni – число изделий в испытательной группе;
ti – продолжительность испытаний данной группы.
Если количество изделий, выбывших
из строя превышает 5-10%, то в расчет ![]() вводится корректива:
вводится корректива:
![]() ,
,
где
![]() - количество
отказавших изделий в данной группе;
- количество
отказавших изделий в данной группе;
![]() -количество
отказов за одно и тоже время испытаний;
-количество
отказов за одно и тоже время испытаний;
![]() - продолжительность
испытаний для вывода изделия из строя.
- продолжительность
испытаний для вывода изделия из строя.
Для расчета средней интенсивности отказов важно выбрать правильный интервал времени, так как обычно плотность отказов меняется во времени.
26. Сущность и виды сертификации.
Сертификация – это документальное подтверждение соответствия продукции определенным требованиям, конкретным стандартам или техническим условиям.
Сертификация продукции представляет собой комплекс мероприятий (действий) ,проводимых с целью подтверждения посредством сертификата соответствия (документа), что продукция отвечает определенным стандартам или другим НТД.
Сертификация появилась в связи с необходимостью защитить внутренний рынок от продукции, непригодной к использованию. Вопросы безопасности, защиты здоровья и окружающей среды заставляют законодательную власть, с одной стороны, устанавливать ответственность поставщика (производителя, продавца и так далее) за ввод в обращение недоброкачественной продукции; с другой стороны – устанавливать обязательные к выполнению минимальные требования, касающиеся характеристик продукции, вводимой в обращение. К первым относятся такие законодательные акты, как например, Закон "О защите прав потребителей", принятый в России, или закон об ответственности за продукцию, принятый в странах Европейского Сообщества. Законы, устанавливающие минимальные требования по характеристикам, могут относиться в целом к группе продукции или к отдельным ее параметрам. Примером таких законов могут стать закон об игрушках, закон об электромагнитной совместимости и так далее.
Для ввода в обращение продукции, которая попадает в законодательно регулируемую область, требуется официальное подтверждение того, что она соответствует всем предъявленным законодательством требованиям. Одной из форм такого подтверждения является сертификация продукции, проводимая независимой третьей стороной (первая – изготовитель, вторая – потребитель).
В руководстве ИСО определены восемь схем сертификации третьей стороной:
1. Испытания образца продукции.
2. Испытания образца продукции с последующим контролем на основе надзора за заводскими образцами, закупаемыми на открытом рынке.
3. Испытания образца продукции с последующим контролем на основе надзора за заводскими образцами.
4. Испытания образца продукции с последующим контролем на основе надзора за образцами, приобретенными на открытом рынке и полученными с завода.
5. Испытания образца продукции и оценка заводского управления качеством с последующим контролем на основе надзора за заводским управлением качества и испытаний образцов, полученных с завода и открытого рынка.
6. Только оценка заводского управления качеством.
7. Проверка партий изделий.
8. 100%-ный контроль.
Сертификация – важный фактор обеспечения доверия при взаимных поставках продукции, а также решения таких крупных социальных задач, как гарантия безопасности потребляемой (используемой) продукции, охрана здоровья и имущества граждан, защита окружающей среды. Развитие сертификации в общем экономическом пространстве различных государств подразумевает взаимное признание результатов сертификации продукции, которое может быть основано на гармонизации законодательной базы, использовании единых стандартов и взаимно признанных механизмов установления соответствия.
На уровне европейских стран, взаимоотношения субъектов сертификации регулируются серией европейских стандартов EN 45000. Многие органы по сертификации и испытательные лаборатории, осуществляющие испытания в целях сертификации, проходят аккредитацию, т. е. получают официальное признание того, что они могут проводить определенные виды деятельности. В частности, аккредитация может заключаться в том, что орган по аккредитации, руководствуясь стандартами EN 45002 или EN 45010, проверяет выполнение испытательной лабораторией или органом по сертификации стандартов EN 45001 или EN 45011, соответственно.
27. Преимущества сертификации продукции.
Применение предприятиями и в России сертификации продукции в условиях рыночных отношений дает следующие преимущества:
- обеспечивает доверие внутренних и зарубежных потребителей к качеству продукции;
- облегчает и упрощает выбор необходимой продукции потребителям;
- обеспечивает потребителю получение объективной информации о качестве продукции;
- способствует более длительному успеху и защите в конкуренции с изготовителями несертифицированной продукции;
- уменьшает импорт в страну аналогичною продукции;
- предотвращает поступление в страну импортной продукции не соответствующего уровня качества;
- стимулирует улучшение качества НТД путем установления в ней более прогрессивных требований;
- способствует повышению организационно-технического уровня производства;
- стимулирует ускорение НТП.
Вся сертификационная деятельность осуществляется в соответствующей системе обладающей собственными правилами и руководящими положениями.
28. Классификация систем сертификации.
Классификация наиболее распространенных систем сертификации по основным классификационным признакам.
| Признак классификации |
Система сертификации |
| Заинтересованность сторон |
Национальная Региональная Международная |
| Правовой статус |
Обязательная Добровольная Самостоятельная |
| Участие сторонних организаций в исполнении процедуры сертификации | Третьей стороной |
Национальная система сертификации продукции создается на национальном уровне правительственной или неправительственной организацией. В качестве национального органа по сертификации в Российской Федерации определен Госстандарт России. Помимо государственных форм контроля за безопасностью и качеством продукции в условиях формирующегося рынка развиваются и другие параллельные формы этой деятельности, в частности система сертификации биржевых товаров. Для разработки и практической реализации этой системы создано АО "Сертификация биржевых товаров".
Региональная международная система сертификации продукции создается на уровне некоторых стран одного региона, например в рамках Европейской экономической комиссии ООН на региональном уровне функционирует около 100 систем и соглашений по сертификации.
Международная система сертификации продукции создается на уровне ряда стран из любых регионов мира правительственной международной организацией.
Обязательная система создается для продукции, на которую в НТД должны содержаться требования по охране окружающей среды, обеспечению безопасности жизни и здоровья людей. В этом случае изготовитель без соответствующего сертификата не имеет права не только реализовать продукцию, но и производить.
Добровольная система сертификацией предусматривает сертификацию продукции только по инициативе ее изготовителя. В этом случае он вправе сертифицировать свою продукцию на соответствие любым требованиям НТД, в т. ч. зарубежной. Данный вид сертификации может дать очень многое в повышения конкурентоспособность продукции.
Самостоятельная система сертификации продукции (само-сертификация) создается самим предприятием-изготовителем продукции. При этом сертификаты на изделия выдает само предприятие строго под свою ответственность. По существу, само-сертификация является заявлением изготовителя о соответствии его продукции и производства требованиям НТД.
Система сертификации продукции третьей стороной создается стороннею организацией, которая проверяет, оценивает и подтверждает соответствие выпускаемой изготовителем продукции и проводимых им мероприятий требованиям НТД. Очень важно в данной ситуации для проведения сертификации продукции иметь хорошо оснащенные испытательные центры, лаборатории (стенды).
Последовательная реализация основ отечественного законодательства в области сертификации продукции и услуг, активизация деятельности правительственных и неправительственных организаций в этом направлении предопределили формирование в стране организационно-технического механизма проведения сертификации в законодательно-обязательной и добровольной сферах, позволили приступить к осуществлению координации деятельности федеральных органов исполнительной власти в области обязательной сертификации с целью реализации государственной политики.
29. Этапы проведения сертификации системы качества.
В процессе проведения сертификации системы качества можно выделить два этапа:
- предварительная проверка и оценка системы качества;
- окончательная проверка, оценка и выдача сертификата соответствия системы качества предприятия соответствующего стандарта.
Каждый из указанных этапов содержит определенный состав работ (табл. 5.1).
Этапы оценки системы качества
| Состав работ | Исполнитель | |
| 1. Этап предварительной проверки и оценки системы качества | ||
| 1.1. Подготовка системы качества и ее документации к сертификации | Предприятие | |
| 1.2. Заявка на проведение сертификации системы качества | Предприятие | |
| 1.3. Предварительная проверка и оценка системы качества | Орган по сертификации | |
| 1.4. Заключение договора на проведение сертификации системы качества | Предприятие, орган по сертификации | |
| 2. Этап окончательной проверки и оценки системы качества | ||
| 2.1. Подготовки системы качества к окончательной проверке | Предприятие | |
| 2.2. Разработка программы проведения окончательной проверки системы качества | Орган по сертификации | |
| 2.3. Проведение предварительного совещания по организации на предприятии проверки системы качества | Предприятие, орган по сертификации | |
| 2.4. Проведение проверки системы качества | Орган по сертификации, предприятие | |
| 2.5. Подготовка предварительных выводов по результатам проверки для заключительного совещания | Орган по сертификации | |
| 2.6. Проведение заключительного совещания | Орган по сертификации, предприятие | |
| 2.7. Составление и рассылка отчета о проведении на предприятии проверки системы качества | Орган по сертификации | |
| 2.8. Оформление, регистрация и выдача (при положительном решении) сертификата системы качества | Орган по сертификации | |
По результатам первого этапа орган по сертификации составляет заключение, в котором указывается готовность предприятия и целесообразность проведения второго этапа работ по сертификации системы качества либо раскрываются причины нецелесообразности или невозможности проведения работ по второму этапу. При положительном заключении при подписании договора устанавливаются сроки проведения работ по второму этапу – окончательной проверке и оценке системы качества. Если при проведении работ второго этапа органом по сертификации обнаруживается несоответствие системы качества требованиям соответствующего стандарта, то совместно с предприятием определяется срок ее доработки и устанавливается ориентировочный срок повторной проверки. При положительном решении сертификат выдается на определенный срок (обычно этот срок ограничивается тремя годами).
30. Международная практика сертификации.
Крупнейшей международной организацией является Генеральное соглашение по тарифам и торговле (ГАТТ). Соглашение содержит специальные рекомендации для его участников (около 100 стран) в области стандартизации и сертификации. Страны-участницы Совещания по безопасности и сотрудничеству в Европе (СБСВ) в своих заключительных актах по итогам встреч в Хельсинки (1975 г.) и Вене (1989 г.) отмечали необходимость сотрудничества в области сертификации и использования ее как средства, способствующего сближению и расширению торговых связей стран.
Ведущее место в области организационно-методического обеспечения сертификации принадлежит ИСО, которая имеет Комитет по сертификации (СЕГТИКО). В 1985 г. в связи с дальнейшим развитием работ в области переименовании его в Комитет по оценке соответствия (КАСКО), комитет ИСО 176. Издана Система сертификации, Системы обеспечения сертификации, аккредитации лабораторий и оценки систем обеспечения качества принято решение о расширении деятельности СЕРТИКО и качества. Обобщив национальный опыт многих стран, ТК ИСО 176 подготовил известные стандарты ИСО серии 9000, опубликованные в 1987 г.
Совместно с ИСО над проблемами сертификации работает МЭК. Все руководства выпускаются от имени этих двух организаций (ИСО/МЭК). МЭК организовал также две международные системы сертификации. В 1980 г. была проведена экспертиза изделий электронной техники на соответствие стандартам МЭК (резисторы, конденсаторы, транзисторы, электронно-лучевые трубки и др.).
Опубликованная в 1985 г. “Белая книга ЕЭС”, содержащая график мероприятий, необходимых для обеспечения свободного движения продукции, капиталов, услуг и людских ресурсов. С 1984 г. под эгидой МЭК действует система сертификации электротехнических изделий (МЭКСЭ), ранее функционировавшая в рамках СЕЧ (Международной комиссии по сертификации). Эта система направлена на подтверждение безопасности бытовых электроприборов, медицинской техники, кабелей и некоторой другой продукции – на соответствии стандартам МЭК.
Международная конференция по аккредитации испытательных лабораторий ИЛЛК ежегодно проводит конференции для обмена информацией и опытом по вопросам взаимного признания результатов испытаний, аккредитации лабораторий, оценки качества результатов испытаний; ИЛАК занимается издательской деятельностью по вопросам сертификации и тесно сотрудничает с КАСКО, ИСО, ЕЭС, ЕЭК, ООН, ГАТТ.
В целях обеспечения взаимного признания результатов испытаний в 1986 г. был создан орган по аккредитации лабораторий стран Северной Европы (НОРДА).
В 1991 г. Генеральная ассамблея Европейского комитета стандартов (СЕН) – Международной организации по стандартизации стран-членов Общего рынка – утвердила “Правила внедрения и использования систем СЕН СЕР” и общие положения систем сертификации и взаимного признания странами ЕЭС результатов испытания резервов в странах ЕЭС к 1992 г., предусмотрела выполнение программы по устранению различий между национальными стандартами и техническими регламентами через разработку директив ЕЭС и европейских стандартов. При этом исходили из того, что любая продукция, изготовленная и проданная на законном основании в одной стране, являющейся членом ЕЭС, должна быть допущена на рынке других стран сообщества.
31. Этапы формирования и виды затрат на качество продукции.
Обеспечение качества продукции связано с затратами.
Качество продукции должно гарантировать потребителю удовлетворение его запросов, ее надежность и экономию затрат.
Эти свойства формируются в процессе всей воспроизводственной деятельности предприятия, на всех ее этапах и во всех звеньях. Вместе с ними образуется стоимостная величина продукта, характеризующая эти свойства от планирования разработок продукции до ее реализации и послепродажного обслуживания. На рис. 6.1 покажем цепочку формирования затрат и стоимости товара или услуги.

Она позволяет конкретизировать принцип гарантии качества и увидеть когда, т. е. на каком этапе деятельности, и где, в каком подразделении, он реализуется. Поскольку за каждый этап и подразделение несет ответственность руководитель, становится ясно, кто отвечает за качество продукции. То, что мы подразумеваем под гарантиями, есть технические, технологические, экологические, эргономические, экономические и иные показатели качества, которые и обеспечивают удовлетворение запросов потребителя.
Эти показатели имеют качественное выражение и включают в себя плановые, фактические и критериальные качества продукции.
32. Информационная база анализа затрат.
Для анализа стоимостной величины средств, затрачиваемых на поддержание качества продукции, используется различная информация. Но прежде чем начать ее собирать, следует определить, каково ее назначение.
Цели сбора данных в процессе стоимостного анализа качества могут состоять в следующем:
Снижение затрат на единицу продукции при сохранении ее прежнего качества;
Снижение затрат на изделия при одновременном улучшении их свойств;
Повышение удельных затрат, позволяющее добиться высокого уровня качества, дающего преимущества по сравнению с конкурентами;
Определение величины издержек по видам для изменения их структуры, но сохранение прежнего объема затрат на продукцию, позволяющего поддержать сложившийся уровень цены в целях опережения конкурента по качеству;
Увеличение объема производства без снижения качества продукции из прежнего объема ресурсов за счет уменьшения и ликвидации отходов;
Анализ отклонений от установленных требований;
Контроль продукции;
Установление цены на продукцию.
Отсюда видно, что часть данных о качестве, касающаяся технических особенностей изделия и его производства, находится на предприятии-изготовителе, другая – на конкурирующем предприятии или в сфере реализации, т. е. во внешней среде.
Данные для анализа затрат на качество могут быть первичными, как правило, это технические и иные параметры изделий, содержащиеся в ТУ, ГОСТах, сертификатах и иных документах, подтверждающих качество продукции, и вторичными, получающимися в результате обработки первичных. Получение первичных внутренних данных значительно дешевле, чем вторичных внешних и даже первичных внешних. При этом вторичные, преобразованные, обычно называют информацией.
Данные различаются также по видам. Они могут быть техническими и экономическими, например технические обычно внутренние первичные, а экономические и внутренние и внешние, первичные и вторичные. Все эти различия влияют на величину расходов времени и денежных средств, затрачиваемых на получение, а также на методы получения и преобразования данных в целях их дальнейшего анализа.
Сокращает затраты времени на обработку данных разработка таких видов их носителей, которые делают возможными предварительные выводы сразу после сбора данных. Для этого необходимо зарегистрировать источник информации (дату, когда она собиралась, рабочего, делавшего операцию, станок, на котором производилась обработка, партию используемых материалов и т. п.), регистрацию осуществлять в таблицах, облегчающих и ускоряющих вычисление статистических показателей, используемых при принятии оперативных управленческих решений и для дальнейшего более глубокого статистико-математического анализа взаимосвязей и тенденций.
33. Методы анализа затрат.
В зависимости от целей, задач анализа затрат на качество и возможностей получения необходимых для его осуществоления данных, аналитические методы существенно различаются. Влияет на это различие и прохождения продукцией определенного этапа деятельности предприятия, и ее место в цепочке формирования затрат в конкретный момент

Выполняемые изделием и его составляющими функции можно сгруппировать по нескольким основаниям.
По области проявления функции подразделяются на внешние и внутренние.
Внешние – это функции, выполняемые объектом при его взаимодействии с внешней средой.
Внутренние – функции, которые выполняют какие-либо элементы объекта и их связи в границах объекта.
По роли в удовлетворении потребностей среди внешних функций различают главные и второстепенные.
Главная функция отражает главную цель создания объекта, а второстепенная – побочную.
По роли в рабочем процессе внутренние функции можно подразделить на основные и вспомогательные.
Основная функция подчинена главной и обуславливает работоспособность объекта. С помощью вспомогательных реализуются главные, второстепенные и основные функции.
По характеру появления все перечисленные функции делятся на номинальные, потенциальные и действительные.
Номинальные – задаются при формировании, создании объекта и обязательны для выполнения. Потенциальные отражают возможность выполнения объектом каких-либо функций при изменении условий его эксплуатации. Действительные – это фактически выполняемые объектом функции.
Все функции объекта могут быть полезными, и бесполезными, а последние нейтральными и вредными.
34. ФСА. Основные принципы и этапы.
На этапах проектирования, технологического планирования, подготовки и освоения производства целесообразно применение функционально-стоимостного анализа (ФАС). Это – метод системного исследования функций отдельного изделия или технологического, производственного, хозяйственного процесса, структуры ориентированный на повышение эффективности использования ресурсов путем оптимизации соотношения между потребительскими свойствами объекта и затратами на его разработку, производство и эксплуатацию.
Основными принципами применения ФАС являются:
- функциональный подход к объекту исследования;
- системный подход к анализу объекта и выполняемых им функций;
- исследование функций объекта и их материальных носителей на всех стадиях;
- жизненного цикла изделия;
- соответствие качества и полезности функций продукции затратам на них;
- коллективное творчество.
Цель функционально-стоимостного анализа состоит в развитии полезных функций объекта при оптимальном соотношении между их значимостью для потребителя и затратами на их осуществление, т.е. выборе наиболее благоприятного для потребителя и производителя, если речь идет о производстве продукции, варианта решения задачи о качестве продукции и ее стоимости. Математически цель ФСА можно записать следующим образом:
![]() , где
, где
ПС – потребительная стоимость анализируемого объекта, выраженная совокупностью его потребительных свойств
З – издержки на достижение необходимых потребительных свойств.
Функционально-стоимостной анализ проводят в несколько этапов.
На первом, подготовительном этапе, уточняют объект анализа – носитель затрат.
На втором, информационном этапе, собираются данные об исследуемом объекте (назначение, технико-экономические характеристики) и составляющих его блоках, деталях (функции, материалы, себестоимость).
На третьем, аналитическом этапе, подробно изучаются функции изделия (их состав, степень полезности), его стоимость и возможности ее уменьшения путем отсечения второстепенных и бесполезных.
35. Методы технического нормирования.
Существенную помощь в определении затрат на качество продукции могут оказать методы технического нормирования. Они основаны на расчете подетальных норм и нормативов материальных ресурсов (сырья, покупных комплектующих изделий и др. видов материалов), расчете трудоемкости и иных затрат, включаемых в себестоимость продукции в соответствии с проектными размерами, конкретной технологии ее изготовления, хранения и транспортировки, а также затрат на гарантийное и сервисное обслуживание. Для их расчета используются методы микроэлементного нормирования, нормативно-справочные материалы методы технического нормирования позволяют достаточно точно определить затраты как на новое изделие по его составляющим, так и при усовершенствовании продукции.
36. Индексный метод, метод бальной оценки, метод удельной цены. Обобщающий показатель качества.
Одним из методов, позволяющих проанализировать изменение затрат, связанных с изменением качества продукции является индексный метод. Сложность его применения к данному предмету исследования заключается в том, что оба признака должны быть выражены количественно. Качество же, не всегда имеет количественное значение и может описываться словесно, например: продукция пригодная и не прошедшая сертификацию, соответствующая и не соответствующая техническим условиям и др.
Если показатели качество имеют числовые характеристики, при построении индексов их можно использовать как весы затрат. В противном случае весами может служить количество элементов конструкции изделия, количество деталей, узлов, изделий.

IЗК – индекс затрат с учетом качества;
qН.К. – расход нового по качественным характеристикам сырья, натур. ед.;
qС.К. –расход старого по качественным характеристикам сырья, натур. ед.;
zН.К. –затраты (стоимость) нового сырья, ден. ед.;
zС.К. –затраты (стоимость) старого сырья, ден. ед.;.
Для оценки качества и
конкурентоспособности изделия возможно применение метода бальной оценки.
В соответствии с ним каждому качественному параметру изделия выставляется балл
с учетом значимости этого параметра для изделия в целом и избранной для оценки
шкалы – 5-ти, 10-ти, 100-бальной. После этого определяется средний балл
изделия, характеризующий уровень его качества в баллах. Путем деления цены
изделия на средний балл исчисляют стоимость одного среднего балла ![]()
![]() ,
,
где
Р – цена изделия;
![]() - средний балл
изделия с учетом параметров его качества.
- средний балл
изделия с учетом параметров его качества.
Подобный расчет целесообразно проводить при сравнительном анализе изделий для решения вопроса об их запуске в производство или эффективности предлагаемых качественных усовершенствований.
Аналогичен балльной оценке метод удельной цены. Он заключается в определении цены на основе расчета стоимости единицы основного параметра качества: мощности, производительности и т. д. Для расчета используется формула:
![]() ,где
,где
ПН –значение основного параметра качества базового изделия в баллах;
Пб – значение основного параметра качества нового изделия в баллах;
Обобщающий показатель качества можно исчислить по формуле:
 ,
,
где
Кk – коэффициент качества;
Сб – стоимость забракованной в процессе производства продукции, ден. ед.;
Сд – стоимость дефектной продукции, за которую по рекламациям уплачен штраф, ден. ед.;
Сг – стоимость продукции, подвергнутой гарантийному ремонту, ден. ед.;
Сф – стоимость продукции, фактически реализованной за отчетный период, ден. ед.
Чем ближе величина коэффициента качества к нулю, тем лучше работает предприятие.
37. Анализ брака и потерь от брака.
Политика предприятия должна быть изначально нацелена на высокое качество продукции. Однако брак, являющийся его противоположностью, может возникнуть на любом предприятии. Его необходимо учитывать.
Брак может быть обнаружен на самом предприятии-производителе продукции и за его пределами. Проявившийся в сфере реализации или в процессе использования продукции брак, свидетельствует как о плохом ее качестве, так и о качестве работы предприятия. Он называется рекламацией.
Рекламации сравнивают по стоимость и по количеству с прошлым периодом. Их рассчитывают на 100, 1000, 10000 изделий в зависимости от объема производства. Появление рекламаций наносит производителю не только материальный, но и моральный ущерб, сказываясь на его репутации.
При анализе брака рассчитывают абсолютные и относительные показатели.
Абсолютный размер брака представляет собой сумму затрат на окончательно забракованные изделия и расходов на исправление исправимого брака (Аб).
Абсолютный размер потерь от брака получают вычитанием из абсолютного размера брака стоимости брака по цене использования, суммы удержаний с лиц-виновников брака и суммы взысканий с поставщиков за поставку некачественных материалов (АП.б.).
Как правило, Аб ³ АП.б.
Относительные показатели размера брака и потерь от брака рассчитывают процентным отношением абсолютного размера брака или потерь от брака соответственно к производственной себестоимости товарной продукции.
38. Экономическая эффективность новой продукции.
Производство продукции более высокого качества по сравнению с заменяемой должно сопровождаться и повышением эффективности производства за счет снижения затрат.
Методы расчета экономической эффективности можно укрупненно классифицировать по четырем основным направлениям.
Первое направление. Оно включает в себя применение новых технологических процессов, механизации и автоматизации производства новых способов организации производства и труда, усовершенствованной технологии, обеспечивающих повышение качества продукции при одновременной экономии производственных ресурсов, при выпуске одной и той же продукции.
Второе направление проводимых организационно-технических мероприятий включает в себя производство и использование новых средств труда долговременного применения (машины, оборудования) с улучшенными качественными характеристиками (производительность, долговечность, издержки эксплуатации и т.д.).
Третье направление включает в себя производство и использование новых или усовершенствованных предметов труда, к которым относятся такие материальные ресурсы, как материалы, сырье, топливо, а также средства труда со сроком службы менее одного года.
Четвертое направление проводимых оргтехмероприятий включает в себя производство и использование новой техники, не имеющих аналога, а также новой продукции и продукции повышенного качества (с более высокой ценой) для удовлетворения нужд населения или этой продукции, разработанной на основе НИР и ОКР.
Расчет годового экономического эффекта имеет широкое применение в практике экономических расчетов. Его величина показывает общую экономию годовых затрат по сравниваемым вариантам. Методы расчета величины годового экономического эффекта различаются в зависимости от показателей, характеризующих объект новой техники как в сфере производства, так и в сфере использования.
В каждом из рассмотренных выше четырех направлений внедрения в производство инновационных достижений в области научно-технического прогресса имеется своя специфика, которая и учитывается в расчете показателя годового экономического эффекта.
Наряду с другими показателями годовой экономический эффект является одним из основных элементов расчета экономической эффективности капитальных вложений и новой техники.
В качестве показателей эффективности достаточно широко применяют систему показателей рентабельности, исчисляемых как отношение в общем виде прибыли к затратам. Причем в зависимости от целей исследования числитель и знаменатель этой дроби могут быть детализированы, что, в свою очередь, позволяет провести факторный анализ показателя рентабельности, на базе которого была проведена детализация.
39. Состав проектного анализа по времени проведения.
Анализ любого инновационного проекта состоит из нескольких этапов и включает в себя ряд разделов. Они могут различаться в зависимости от принципа классификации.
Например, по времени проведения проектный анализ можно разделить на:
- предварительный;
- текущий;
- последующий.
Предварительный анализ является самым ответственным. Выявленные и исправленные на данном этапе ошибки не несут существенного вреда предприятию, так как финансовый ущерб будет ограничен суммой средств, затраченных, например, на разработку изделия, технологий, исследование рынка сбыта.
Текущий анализ осуществляется уже в процессе изготовления новой продукции. К этому этапу предприятие затрачивает на новый проект значительно больше средств, чем до его запуска в производстве. Они включают в себя, кроме перечисленных, расходы на оснастку, закупку необходимых основных фондов (оборудования, инвентаря, инструментов и т. д.), материальных ресурсов (основных и вспомогательных материалов, комплектующих изделий и т.п.), затраты на оплату труда (заработная плата с начислениями) и др.
Если производимый инновационный продукт не отвечает требованиям, предъявляемым к его качеству, то возникают следующие ситуации:
1) товар остался у производителя, но есть возможность его реализации другому покупателю:
а) по той же цене. Тогда понесенные затраты будут компенсированы в полной мере и предприятие получит запланированную прибыль;
б) по сниженной цене. Размер фактической прибыли от реализации данной продукции может оказаться меньше запланированной или ее может не быть вовсе, или понесенные затраты не будут компенсированы полностью в зависимости от величины снижения цены;
в) реализация по запланированной или пониженной цене, но дополнительные затраты на исправление барка или доведения изделия до проектного уровня качества. Размер прибыли находится в зависимости от величины дополнительных затрат;
2) товар у производителя, но вследствие его низкого качества, возможность реализации отсутствует:
а) продажа по цене возможного использования. В этом случае незначительно компенсируются затраты на производство;
б) реализация утилизированных материалов. Дополнительные затраты на утилизацию и некоторая компенсация затраченных средств.
Отсюда очевидно большое значение непрерывного текущего анализа продукции, особенно новой, и ее реализации на потребительском рынке.
Последний этап временного анализа – последующий анализ осуществляется, как правило, по истечении отчетного периода, например, года. На нем подводится итог деятельности за период. Выявляются причины и факторы как негативных (низкого качества), так и позитивных (соответствие стандартам, ТУ, мировому уровню) результатов для их избежания в дальнейшем или использования их влияния на повышение качества продукции и снижение затрат.
40. Состав проектного анализа по характеристике сторон объекта.
С точки зрения объекта проектный анализ качества изделий может характеризовать различные его стороны. Тогда состав анализа будет, например, следующим:
1. Коммерческий.
2. Технический.
3. Организационный.
4. Социальный.
5. Экологический.
6. Экономический.
Эти виды должны обязательно присутствовать при анализе качества новой продукции. Они позволяют увидеть ее с различных сторон и позиций. Например:
- со стороны возможности сбыта и потребности в нем рынка;
- с позиции его технических преимуществ и выгоды по сравнению с аналогами или его технической новизны;
- с точки зрения возможности его организационного осуществления;
- с позиции его социальной значимости для данного предприятия, потребителя, региона, отрасли и государства в целом;
- со стороны экологических последствий осуществления данного проекта для региона, в котором располагается предприятие-производитель, или потребителей новой продукции;
- с точки зрения его экономической выгоды для производителя и потребителя.
Виды и методы проектного анализа новой продукции
|
анализа Виды анализа |
Формальные | Неформальные | ||||
| А | Б | А | Б | |||
| Коммерческий | + | + | ||||
| Технический | + | + | ||||
| Организационный | + | |||||
| Социальный | + | |||||
| Экологический | + | |||||
| Экономический | + | + | ||||
А – вариант преимущественного использования методов данной группы;
Б – частичное или сочетательное использование методов данной группы;
Знание особенностей методического обеспечения анализа позволит до его начала подобрать персонал соответствующего профессионального уровня, подготовить техническую базу, ее программное обеспечение и иной инструментарий, без которого невозможна всесторонняя разработка нового качественного, особенного сложного в техническом отношении инновационного изделия и его технико-экономического обоснования.